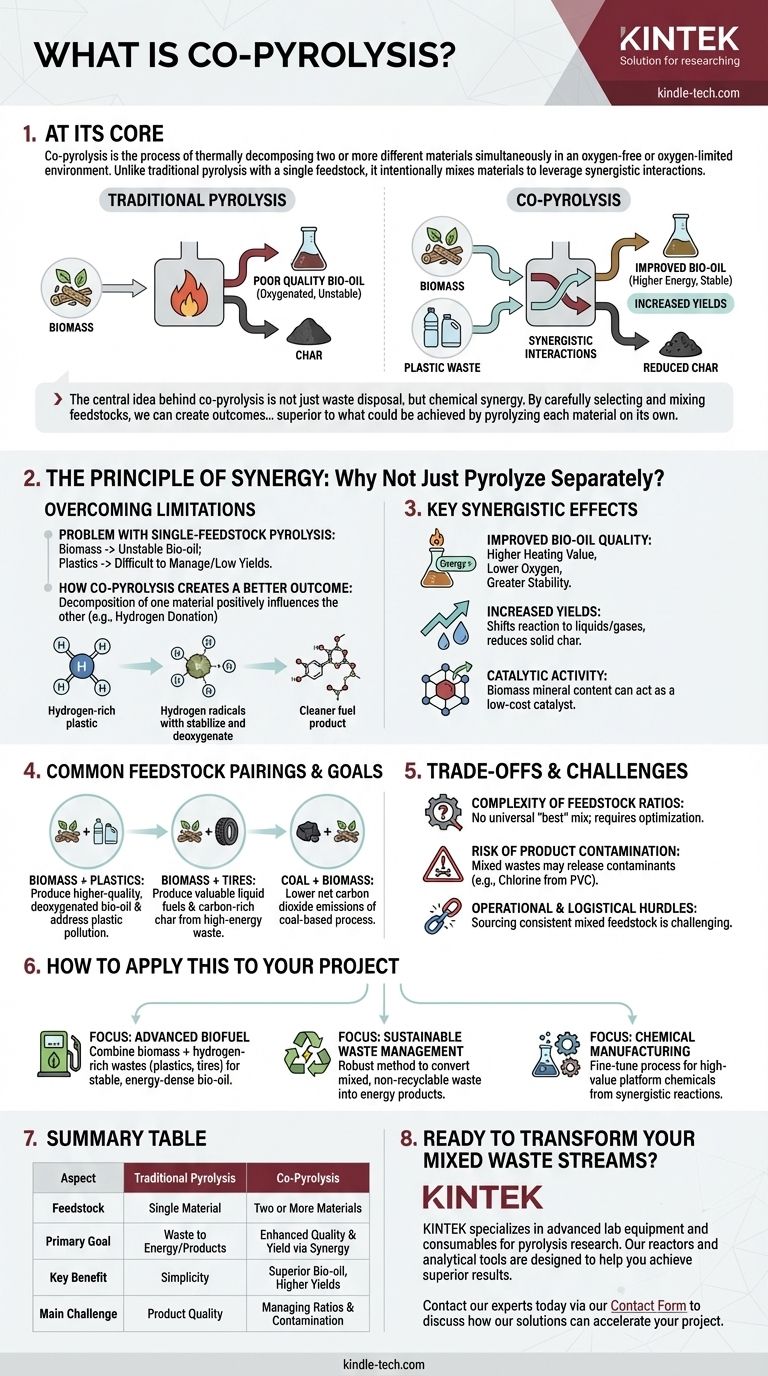
从本质上讲,共热解是指在无氧或限氧环境中同时对两种或多种不同材料进行热分解的过程。与使用单一原料的传统热解不同,共热解有意地混合不同的材料——例如生物质与塑料废弃物——以利用协同相互作用来改善工艺及其最终产品。
共热解的核心思想不仅仅是废弃物处理,更是化学协同作用。通过仔细选择和混合原料,我们可以创造出比单独热解每种材料所能达到的效果更优越的成果——例如更高质量的燃料或更有价值的化学品。
协同原理:为什么不单独热解?
混合原料的决定是一种深思熟虑的工程选择,旨在克服使用单一材料固有的局限性。
单一原料热解的问题
热解单一材料(如生物质)通常会产生高含氧、酸性且不稳定的液体产品(生物油)。这使得它在未经大量且昂贵的升级处理之前,是一种劣质燃料。
相反,热解塑料可以产生高能量油,但该过程可能难以管理,并且某些塑料(如PET)产生的液体燃料很少。
共热解如何创造更好的结果
共热解旨在创造一个大于其各部分之和的整体。一种材料的分解会产生反应性化学物质,这些物质对另一种材料的分解产生积极影响。
一个主要例子是氢捐赠机制。富氢材料(如塑料)分解并释放氢自由基,这些自由基随后稳定并脱氧贫氢材料(如生物质)的碎片。
关键协同效应
这种相互作用带来了几个可衡量的益处:
- 改善生物油质量:所得液体具有更高的热值、更低的氧含量和更大的稳定性,使其成为更可行的运输燃料前体。
- 提高产率:协同作用可以改变反应途径,有利于液体或特定气体的生产,同时减少不那么理想的固体炭的形成。
- 催化活性:某些类型的生物质中固有的矿物质或灰分含量可以作为低成本催化剂,促进塑料在较低温度下的分解。

常见的原料配对及其目标
原料组合的选择是由特定的技术或经济目标驱动的,最常与废物资源化或燃料改进相关。
生物质和塑料
这是研究最广泛的组合。农业残余物、木材废料或林业副产品与塑料废弃物(例如聚乙烯、聚丙烯)混合。主要目标是生产更高质量、脱氧的生物油用于生物燃料应用,同时解决塑料污染问题。
生物质和轮胎
废旧轮胎是具有高能量含量的主要废物流。将其与生物质共热解可以生产有价值的液体燃料和可用作制造和吸附剂的富碳固体炭。
煤炭和生物质
在某些工业环境中,生物质与煤炭进行共热解或共气化。这里的目标通常是环境方面的,利用碳中性生物质来降低基于煤炭的工艺的净二氧化碳排放。
了解权衡和挑战
虽然共热解功能强大,但它并非一个简单的解决方案,并且引入了自身必须管理的复杂性。
原料配比的复杂性
没有普遍的“最佳”混合比例。最佳原料配比高度取决于所使用的材料和所需产品。找到这个最佳点需要大量的经验测试和表征。不正确的配比可能会抵消任何协同效应,甚至阻碍过程。
产品污染的风险
使用混合的、真实世界的废物流会带来污染物风险。例如,共处理PVC(聚氯乙烯)等塑料会释放氯,在反应器中形成腐蚀性盐酸并污染最终产品。这需要更强大、更昂贵的下游清理系统。
操作和物流障碍
获取稳定可靠的混合原料供应可能是一个重大的物流挑战。例如,城市固体废弃物的可变性意味着该过程必须足够稳健,以应对其输入流的波动,这会影响产品的一致性。
如何将其应用于您的项目
您使用共热解的策略应与您的最终目标直接一致,因为该过程可以针对不同的结果进行优化。
- 如果您的主要重点是先进生物燃料生产:使用共热解将生物质与富氢废弃物(如塑料或轮胎)结合,以创建更稳定、能量密度更高的生物油。
- 如果您的主要重点是可持续废物管理:利用共热解作为一种强大的方法,将混合的、不可回收的废物流转化为能源产品,从而减少垃圾填埋负担。
- 如果您的主要重点是化学品制造:微调工艺温度、加热速率和原料混合物,以选择性地促进通过协同反应生产高价值平台化学品。
最终,共热解将混合废弃物的挑战转化为创造价值的机会。
总结表:
| 方面 | 传统热解 | 共热解 |
|---|---|---|
| 原料 | 单一材料 | 两种或多种材料(例如,生物质 + 塑料) |
| 主要目标 | 废物转化为能源/产品 | 通过协同作用提高产品质量和产率 |
| 主要优势 | 简单性 | 更优质的生物油、更高的产率、废物资源化 |
| 主要挑战 | 产品质量(例如,不稳定的生物油) | 管理原料配比和潜在污染 |
准备好将您的混合废物流转化为高价值产品了吗?
KINTEK专注于热解研发的先进实验室设备和耗材。无论您是开发先进生物燃料、优化可持续废物管理,还是生产高价值化学品,我们的反应器和分析工具都旨在帮助您通过共热解等过程实现卓越成果。
立即通过我们的联系表联系我们的专家,讨论我们的解决方案如何加速您的项目并释放协同热转化的全部潜力。
图解指南
相关产品
- 电动旋转窑小型旋转炉生物质裂解装置
- 电动回转窑连续工作小型回转炉加热裂解装置
- 电动回转窑热解炉设备煅烧小型回转炉旋转炉
- 水热合成高压实验室高压釜反应器
- 客户定制多功能CVD管式炉化学气相沉积腔体系统设备








