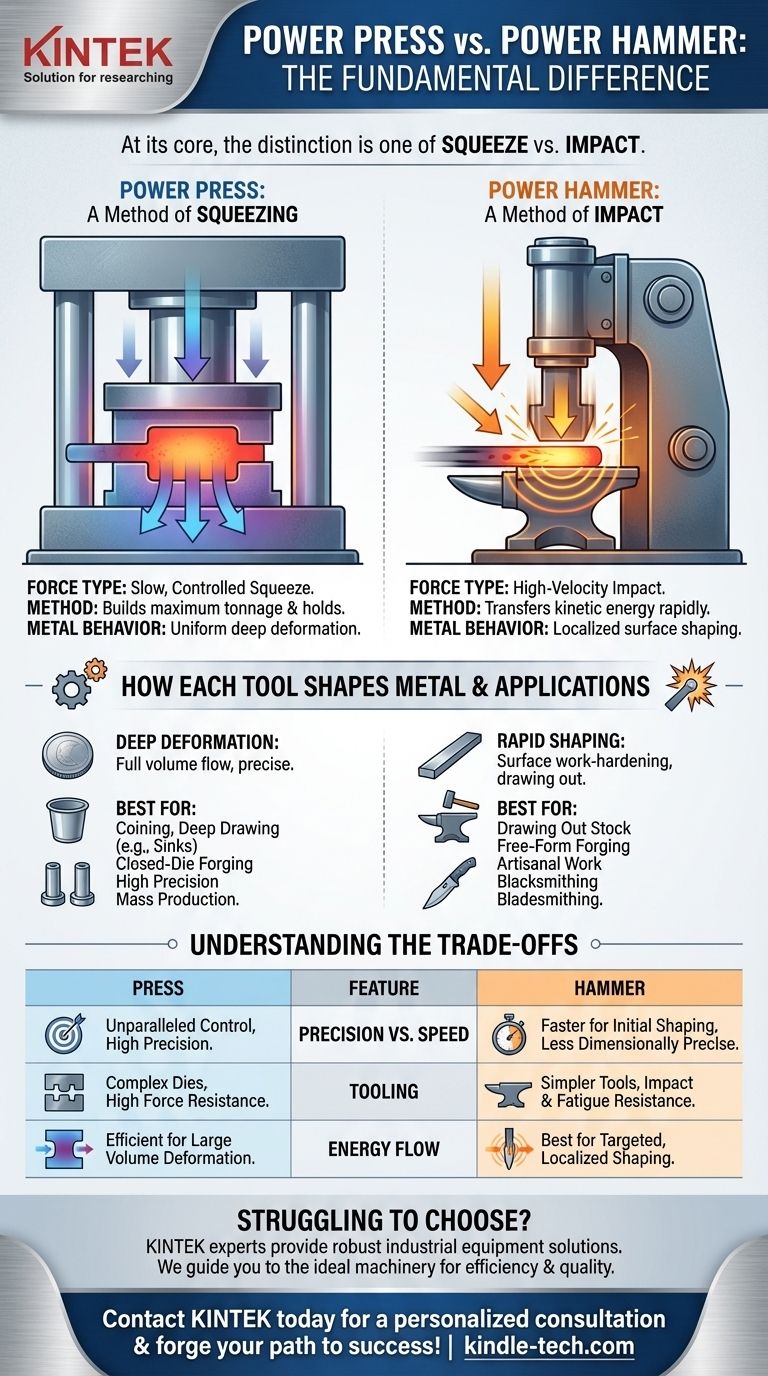
从本质上讲,区别在于“挤压”与“冲击”。 动力冲床使用缓慢、受控且巨大的挤压力来使金属变形,而动力锤则使用高速、重复的敲击力通过冲击来塑造材料。施力方式从根本上改变了金属的行为,并决定了每种机器的理想用途。
在冲床和锤之间做出的根本选择,就是对工艺的选择。选择冲床是为了通过整个工件实现受控的、均匀的变形,而选择锤则是为了快速、通常是表面的塑形和拉伸材料。
施力机制
要了解何时使用每台机器,您必须首先掌握它们如何将能量传递给工件。它们的方法从根本上是不同的,并在金属结构中产生不同的结果。
动力冲床:挤压法
动力冲床在其行程中逐渐且持续地施加力量。无论是机械式还是液压式,其目的都是建立到最大力(以吨位衡量)并保持该力,将金属挤压成模具中的新形状。
把它想象成一个巨大的、自动化的胡桃夹子。力量是可预测的,并深入材料内部,使金属的整个体积流动并适应模具的形状。
动力锤:冲击法
动力锤基于动能原理运行。它会快速加速一个沉重的锤头(ram 或 tup)并使其突然撞击工件。这在极短的时间内传递了巨大的能量。
这种作用类似于铁匠的手臂,但其力量和速度要大得多。力量是动态的,并集中在冲击点,使其非常适合快速移动金属。

每种工具如何塑造金属
缓慢挤压和快速冲击之间的差异对金属的内部晶体结构有深远的影响。这决定了每种机器最适合执行的工作类型。
冲床中的深层变形
冲床的持续压力使金属的晶体结构有时间移动和重新排列。这种“塑性变形”在材料厚度上均匀发生。
这使得冲床成为需要高精度和细节操作(如镦模、深拉伸(如形成厨房水槽)和复杂最终形状的闭模锻造)的理想选择。
锤的快速成型
锤的尖锐敲击会产生不同的效果。冲击主要使金属表面附近发生变形,能量在传播到更深处时会消散。这对于拉伸坯料(使其更长更薄)非常有效。
这个过程还会使金属表面冷作硬化。动力锤在开模或自由锻造中表现出色,操作员在敲击之间手动操作工件,使其成为铁匠和刀匠的主力工具。
了解取舍
为一项任务选择错误的机器会导致效率低下、质量差或完全失败。这个决定需要了解它们固有的局限性。
精度与速度
冲床在最终尺寸上提供无与伦比的控制。其行程是固定的,其力是可测量的,使其非常适合大规模生产相同的零件。
锤在初始成型和粗加工方面明显更快。其重复的敲击移动金属的速度比冲床的单次行程快得多,但尺寸精度较低。
模具和工具的复杂性
冲床工具必须设计成能够承受整个表面上巨大的、持续的力。模具通常很复杂,代表着一项重大的投资。
锤的工具通常更简单,通常由扁平或特殊形状的模具(称为铁砧和砧座)组成。这些工具必须极其坚固,以抵抗重复冲击的冲击和疲劳。
能量和材料流动
对于大工件的整体变形,冲床的能效更高,因为力只施加一次并作用于整个材料。
锤的能量最适合有针对性的局部成型。它在均匀地成型非常厚的坯料方面效果较差,因为冲击的能量可能无法完全穿透。
根据您的目标做出正确的选择
您的具体目标决定了哪种机器是该工作的正确工具。
- 如果您的主要重点是大批量、可重复的精度: 选择动力冲床,因为它在镦模、冲压和闭模锻造等操作中具有无与伦比的控制力。
- 如果您的主要重点是工艺或定制锻造: 选择动力锤,因为它在拉伸材料和独特零件的自由成型方面具有速度和多功能性。
- 如果您的主要重点是分解大锭或预成型坯料: 大型锻造冲床提供所需的深层、均匀变形,而锤可用于初始成型和挤压。
最终,选择正确的机器来自于理解您选择的不仅仅是一个工具,而是一种特定的金属加工方法。
总结表:
| 特征 | 动力冲床 | 动力锤 |
|---|---|---|
| 施力类型 | 缓慢、受控的挤压 | 高速冲击 |
| 主要用途 | 精密、深层变形(例如,镦模、深拉伸) | 快速、表层成型(例如,拉伸、自由锻造) |
| 最适合 | 大批量、可重复的零件 | 工艺、定制锻造 |
| 材料流动 | 在整个工件中均匀分布 | 集中在冲击点 |
在为您的金属锻造或成型需求选择合适的设备时遇到困难? KINTEK 的专家随时为您提供帮助。我们专注于提供坚固的实验室和工业设备,包括材料测试和准备的解决方案。无论您的项目需要冲床的精度还是锤的多功能性,我们都可以指导您找到最理想的机械设备,确保您的结果的效率和质量。
立即联系 KINTEK 进行个性化咨询,让我们帮助您锻造成功之路!
图解指南