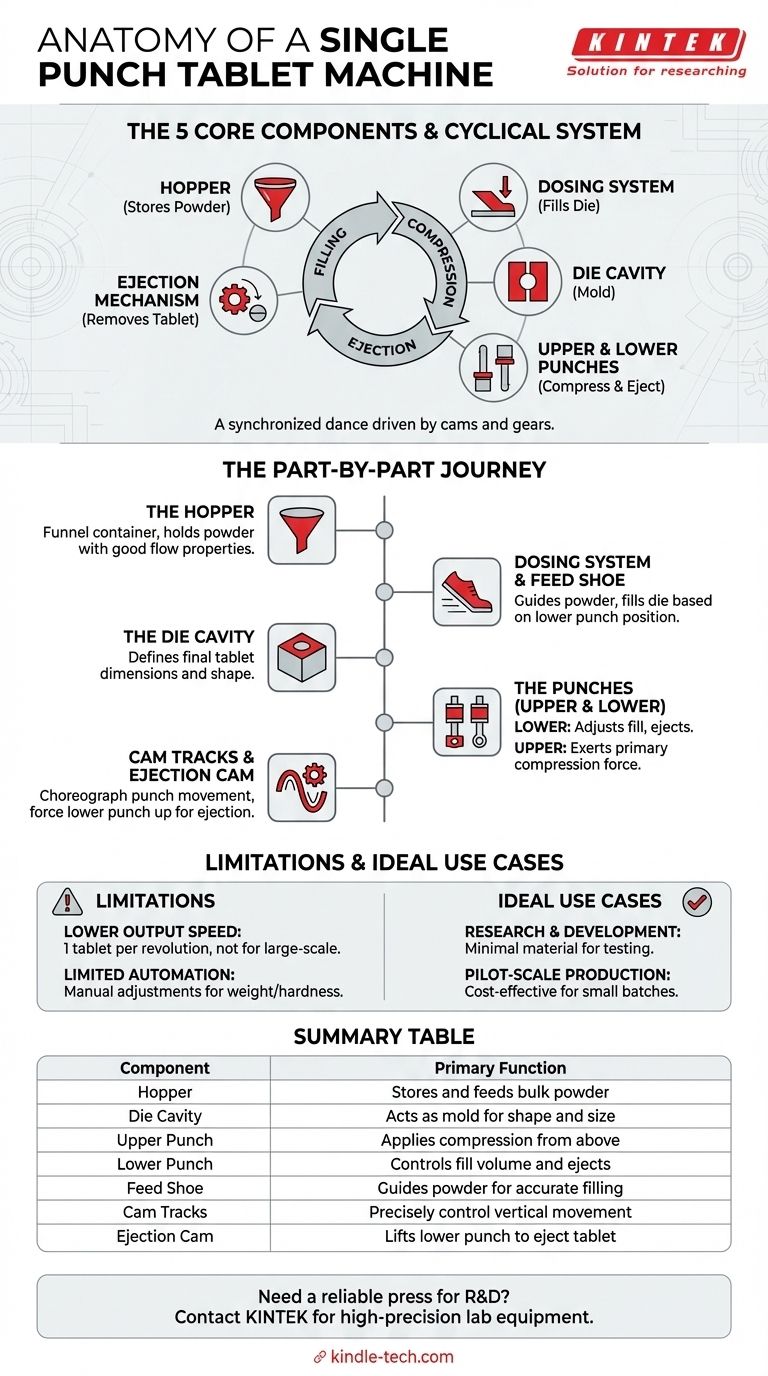
单冲压片机的核心操作依赖于五个主要部件。它们是:储存散装粉末的料斗;作为药片模具的模腔;用于压缩粉末的上下冲头;用于填充模具的加料系统;以及用于取出成品药片的顶出机构。这些部件以精确的机械顺序协同工作,将松散的粉末转化为坚固、均匀的药片。
单冲压片机不仅仅是部件的集合,而是一个循环系统。理解这个循环由三个不同的阶段组成——填充、压缩和顶出——是掌握每个组件如何为最终产品做出贡献的关键。
药片压缩循环:逐部件之旅
要真正理解这台机器,我们必须追踪粉末变成药片的过程。整个操作是组件之间由一系列凸轮和齿轮驱动的同步舞蹈。
料斗:起点
料斗是机器顶部的漏斗状容器。它唯一的功能是容纳将被压缩成药片的粉末或颗粒混合物。物料必须具有良好的流动性,以确保其稳定地进入机器。
加料系统和加料鞋:计量剂量
料斗下方,一个加料鞋(有时称为加料犁)来回移动。它的作用是引导粉末从料斗中流出并将其推到模孔上方。
实际剂量并非由加料鞋本身计量,而是由模腔的体积计量。在此阶段下冲头的位置决定了填充深度,进而决定了药片的重量。
模腔:成型模具
模具是一个精密加工的金属块,其中心有一个孔,称为模腔。粉末在此腔内被压缩。模腔的直径和形状决定了药片的最终尺寸和形状。
冲头(上冲和下冲):压缩力
冲头是施加压力于粉末的钢棒。
- 下冲头首先用于封闭模腔底部并调节填充体积。压缩后,它上升以将成品药片推出。
- 上冲头在模腔填充粉末后下降。它施加主要力,将粉末颗粒固结成坚固的药片。
凸轮轨道:编排运动
冲头并非随机移动;它们的垂直运动由凸轮轨道精确控制。随着机器主轴的旋转,冲头沿着这些轨道移动,这些轨道决定了药片填充、压缩和顶出的精确时机。
顶出凸轮:完成过程
上冲头缩回后,凸轮轨道的一个特定部分——顶出凸轮——将下冲头向上推。这会将成品药片推出模腔,使其与模台表面齐平。然后加料鞋在下一个循环中将药片扫走,再次填充模具。

了解单冲压片机的局限性
尽管有效,但这种设计并非适用于所有用途。其机械的简单性伴随着固有的权衡,理解这些权衡至关重要。
较低的生产速度
最显著的局限性是速度。因为它在曲轴每360度旋转一次只生产一片药片,所以其产量与现代旋转压片机相比非常低。这使得它不适合大规模商业生产。
有限的自动化
大多数单冲压片机是手动操作或半自动的。药片重量(通过改变下冲头填充位置)和硬度(通过改变上冲头压力)的调整通常是手动完成的,需要熟练的操作员。
特定用例的理想选择
这些局限性在某些情况下反而成为优势。低物料消耗和简单的设置使单冲压片机成为研发的理想选择,因为只需少量药片用于测试。它们也非常适合中试生产和培训目的。
为您的目标做出正确选择
选择合适的机器完全取决于您的目标。单冲压片机在小规模工作中以其简单性和精确性而著称。
- 如果您的主要重点是研发:这是完美的机器,因为它需要最少的材料进行配方测试和工艺验证。
- 如果您的主要重点是小规模或中试生产:单冲压片机是一种经济高效的解决方案,用于生产有限数量的产品,如营养保健品或用于临床试验。
- 如果您的主要重点是大批量生产:此机器不适用;您必须使用多工位旋转压片机来满足商业生产需求。
通过了解这些核心组件如何协同工作,您可以有效地操作机器并排除整个药片生产过程中的故障。
总结表:
| 组件 | 主要功能 |
|---|---|
| 料斗 | 储存并向机器输送散装粉末 |
| 模腔 | 作为定义药片形状和尺寸的模具 |
| 上冲头 | 从上方施加压缩力以形成药片 |
| 下冲头 | 控制填充体积并顶出成品药片 |
| 加料鞋/加料系统 | 引导粉末通过模具进行精确填充 |
| 凸轮轨道 | 精确控制冲头的垂直运动 |
| 顶出凸轮 | 抬起下冲头以将药片推出模具 |
需要一台可靠的单冲压片机用于您的研发或中试生产吗?KINTEK专注于高精度实验室设备,包括专为研发和小批量生产的准确性和易用性而设计的压片机。无论您是开发新配方还是生产限量版营养保健品,我们的机器都能确保药片一致、均匀,并最大限度地减少材料浪费。立即联系我们的专家,为您的实验室需求找到完美的解决方案!
图解指南