单一的、看不见的缺陷
想象一下喷气发动机中至关重要的涡轮叶片,它每分钟旋转数千次。如果它失效,原因很少是巨大的、可见的裂缝。更常见的是,它是一个微小的空隙,一个不大于一粒尘埃的空间,在制造过程中被遗留下来的。
这不是金属本身的失败。这是压力的失败。
我们对工程部件根深蒂固的信任,是对其内部完整性的信任。我们假设它们是完全实心的。但是传统的制造方法,通常涉及定向力——比如锤子或压力机——会产生隐藏的应力和不一致性。这是一种蛮力的方法。
有一种更优雅、更根本的方法。一种不将压力用作锤子,而是用作普遍拥抱的过程。
均匀性原理
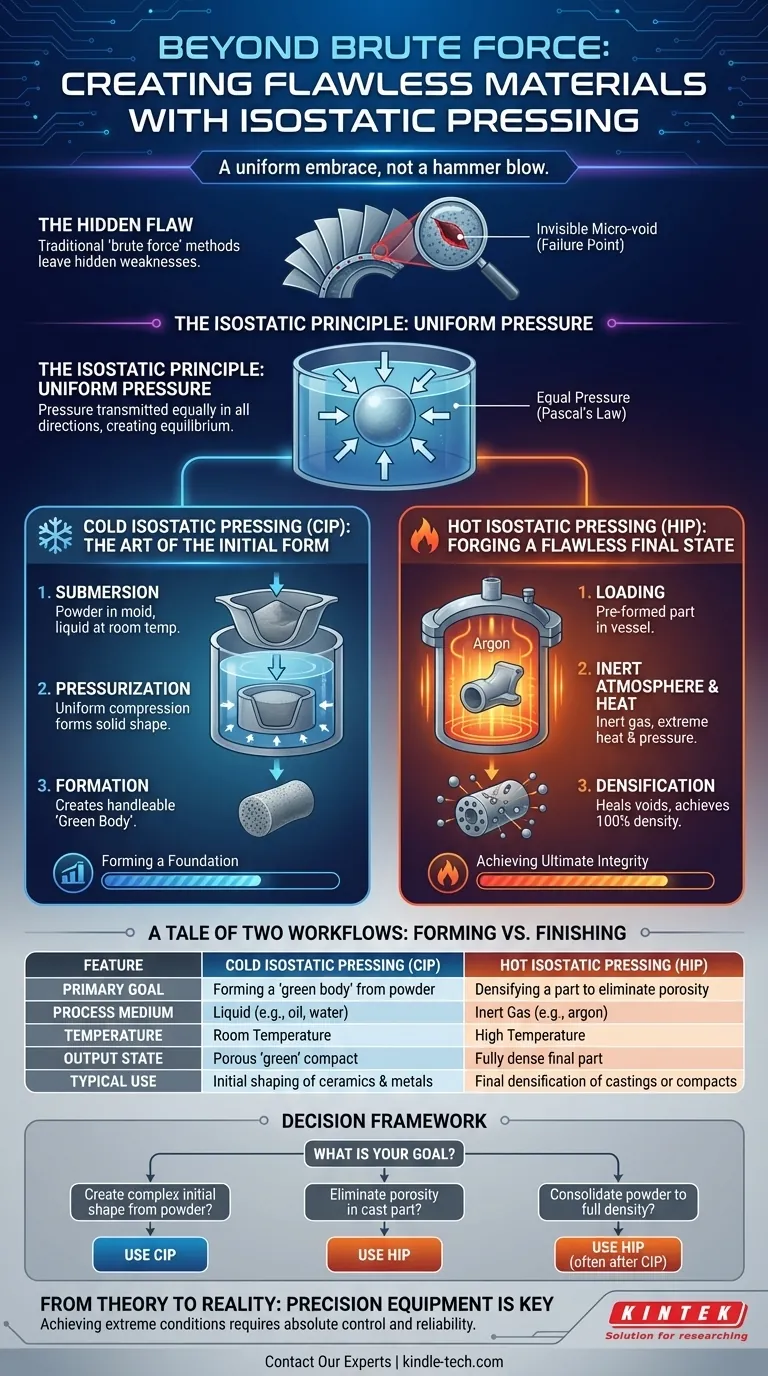
冷等静压(CIP)和热等静压(HIP)都建立在一个简单而强大的物理定律之上:施加到受限流体上的压力在所有方向上均等传递。
与从一侧或两侧压制零件不同,组件被浸入介质(液体或气体)中,该介质对零件表面的每个点施加完全均匀的压力。
心理上的转变是深刻的。我们从强制的逻辑转向平衡的逻辑。结果是具有高度均匀密度和可预测行为的零件,摆脱了由不均匀力产生的内部弱点。
通往等静压完美的两种途径
虽然它们共享核心原理,但 CIP 和 HIP 在实现无瑕材料的旅程中服务于不同的目的。它们代表了两个不同的阶段:形状的创造和物质的完善。
冷等静压(CIP):初始形状的艺术
CIP 是一种成型步骤。它从粉末——陶瓷、金属或聚合物——开始,这些粉末被放置在一个柔韧的密封模具中。
- 浸没:模具浸入一个室温下的液体介质(通常是油或水)的腔室中。
- 加压:腔室加压,导致液体从所有侧面均匀地压缩模具。
- 成型:粉末颗粒被挤压在一起,形成一个称为“生坯”的实心、可处理的物体。
这个生坯就像一个完美压实的雪球。它有形状,有足够的强度可以处理,但还没有变成冰。它是一个均匀的基础,为下一步做好了准备。
热等静压(HIP):锻造无瑕的最终状态
HIP 是一种精加工步骤,旨在实现最终的材料完整性。它采用预成型的零件(如 CIP 的生坯或金属铸件)并对其进行完善。
- 装载:零件被放置在一个高压容器内。
- 惰性气氛:容器内充入高纯度惰性气体,如氩气。
- 致密化:温度和压力都升高到极端水平。
在这种强烈的、均匀的热量和压力下,材料的原子本身开始移动。它们扩散到任何内部空隙的边界,有效地从内到外修复零件。微观孔隙简单地消失。产出的是一个几乎 100% 致密的组件。
两种工作流程的故事:成型与精加工
选择 CIP 还是 HIP 完全取决于您的目标。您是想创造一个形状,还是想完善一个现有的形状?
| 特征 | 冷等静压(CIP) | 热等静压(HIP) |
|---|---|---|
| 主要目标 | 由粉末形成“生坯” | 致密化零件以消除孔隙率 |
| 工艺介质 | 液体(例如,油、水) | 惰性气体(例如,氩气) |
| 温度 | 室温 | 高温 |
| 输出状态 | 多孔“生坯”压坯 | 完全致密的最终零件 |
| 典型用途 | 陶瓷和金属的初始成型 | 铸件或压坯的最终致密化 |
这导致了一个清晰的决策框架:
- 要从粉末中创建复杂的初始形状:CIP 是形成均匀“生坯”的理想方法。
- 要消除铸造金属零件中的孔隙率:HIP 是获得最大强度的关键精加工步骤。
- 将粉末固结成完全致密的最终零件:您几乎总是会使用 HIP,通常用于 CIP 预成型的零件。
从理论到现实:设备的关键作用
实现等静压所需的极端条件是一项巨大的工程挑战。这些容器必须承受比深海潜水器大数百倍的压力,而 HIP 炉必须达到能够使金属像粘土一样流动的温度。
一个完美致密的组件和一个失败的实验之间的区别在于实验室设备的精度和可靠性。这就是理论与现实相遇的地方。将均匀压力的优雅原理转化为有形、完美的材料需要能够以绝对控制来管理这些力量的系统。
在 KINTEK,我们专注于实现这种转化的实验室设备。无论是用 CIP 形成基础形状,还是用 HIP 追求理论密度,我们的系统都提供了超越蛮力制造所需的控制和可靠性。制造您可以毫无例外地信赖的材料。
要更深入地探讨如何在您的工作中应用这些原理,请联系我们的专家
图解指南