几乎所有事物中隐藏的缺陷
大多数事物都在其最薄弱的地方失效。
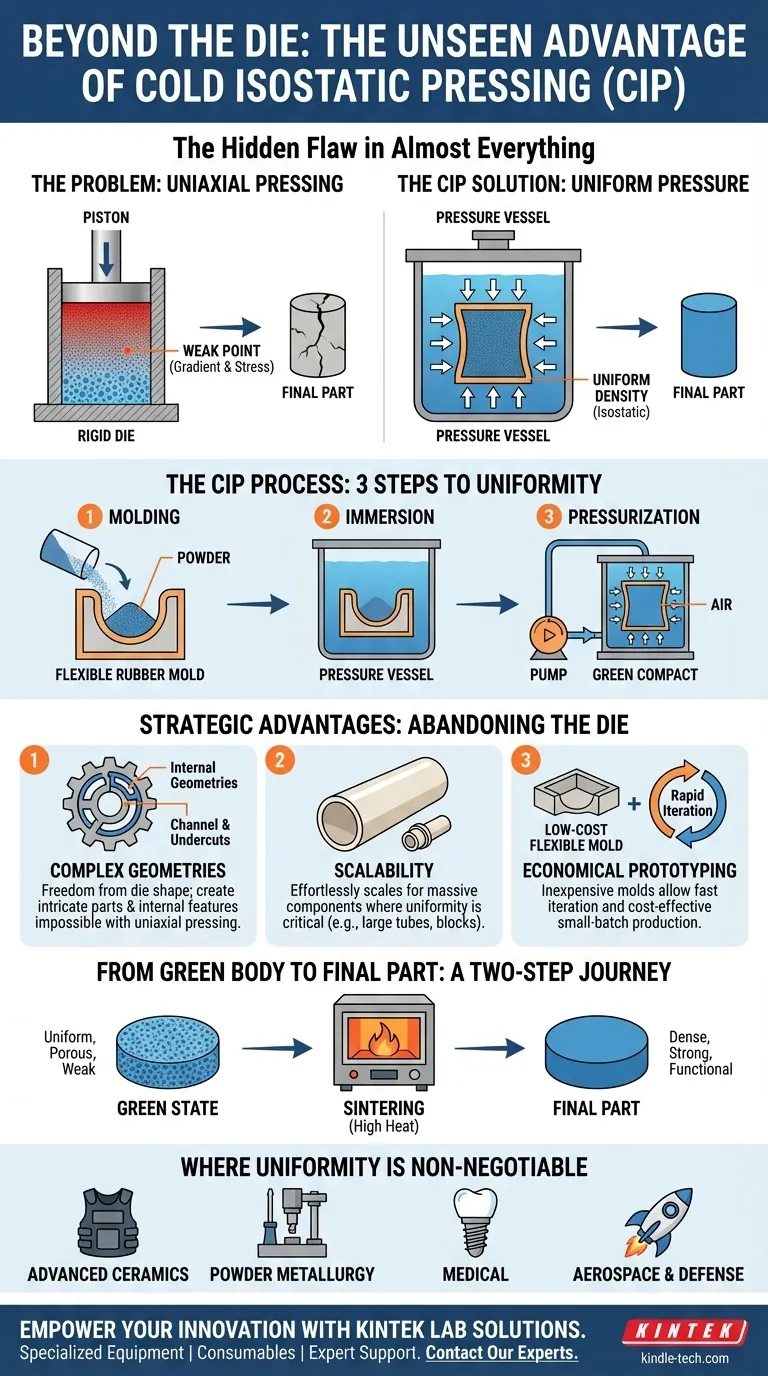
这并非一句深刻的格言。这是一个简单的真理。但在材料科学中,最薄弱的地方往往是看不见的。它只是密度的细微变化,是制造过程中不均匀压力留下的隐藏空隙。
当您从一个方向按压粉末——标准的单轴方法——您会产生一个梯度。顶部致密,底部则不然。这种内部应力就像一颗定时炸弹,一个内置的故障点。
冷等静压 (CIP) 的开发就是为了解决这个根本性问题。它不仅仅是按压材料;它包围并固结材料,在弱点产生之前就将其消除。
均匀性的物理学:来自深海的一课
CIP 的原理极其简单。它用液体优雅且无法逃避的压力取代了活塞的蛮力。
想象一个物体沉入海洋。压力不仅仅来自上方;它来自四面八方,而且是均等的。这就是“等静压”的本质。
实践中的工艺
执行过程同样优雅。
- 成型:将原材料粉末——无论是先进陶瓷、金属还是复合材料——装入由橡胶或聚氨酯制成的密封柔性模具中。
- 浸入:将此模具浸入装有液体(通常是水或油)的压力容器中。
- 加压:泵增加液体的压力,该压力完美且均匀地传递到柔性模具的每个表面。粉末颗粒被挤压在一起,排出空气并形成固体块。
结果是一个“生坯”压坯。它不是最终产品,但它是一个完美的中间体:一个在整个结构中密度几乎均匀的固体物体。
战略权衡:何时放弃模具
选择制造工艺是对约束条件的管理。对于简单形状的大批量生产,传统的模具压制速度快且精确。但其刚性会产生 CIP 巧妙解决的三个明显问题。
1. 几何形状简单的暴政
坚硬的钢模只能制造其形状允许的部件。它难以处理倒扣、内部腔体或高度复杂的几何形状。
CIP 使用柔性模具。这种自由度允许形成复杂的零件——例如带有内部冷却通道或非对称设计的部件——这些零件是单轴压制在物理上无法生产的。
2. 规模的障碍
单轴压制所需的力随零件尺寸呈指数级增长。制造非常大的部件需要极其庞大且强大的压机。
由于 CIP 通过液体施加压力,因此可以轻松扩展。它是生产大型陶瓷管、耐火砖和其他关键均匀性的巨大部件的首选方法。
3. 原型制作的经济学
加工硬化钢模既昂贵又耗时。这种成本只有在大批量生产时才合理。
对于原型制作、研发或小批量生产,CIP 的成本效益要高得多。柔性模具的制造成本低廉,使工程师和科学家能够快速迭代,而无需承担高昂的初始投资。
从生坯到成品:两步旅程
重要的是要理解,CIP 并不是故事的结局。它产生的“生坯”压坯具有一定的处理强度,但尚未达到最终的材料性能。
- “生坯”状态:这个中间零件是粉末颗粒均匀密集的排列。它仍然是多孔的,缺乏最终应用所需的硬度或强度。
- 烧结的必要性:为了达到最终的密度和强度,生坯压坯必须经过烧结——一种高温热处理,将颗粒熔合在一起。
这个两步过程意味着最终的尺寸公差必须考虑烧结过程中的收缩。CIP 的优势并非完美的最终形状精度;它是一个完美的起点,用于制造无瑕疵的最终零件。
均匀性不可妥协之处
CIP 的应用存在于材料完整性不能受到损害的地方。
| 行业领域 | 应用示例 | CIP 的重要性 |
|---|---|---|
| 先进陶瓷 | 碳化硅耐磨件、防弹衣 | 消除可能导致应力下灾难性失效的密度空隙。 |
| 粉末冶金 | 工具钢坯、硬质合金成型工具 | 通过消除薄弱环节,确保均匀磨损和延长工具寿命。 |
| 医疗 | 氧化锆种植牙、陶瓷人造关节 | 保证体内使用所需的生物相容性和结构完整性。 |
| 航空航天与国防 | 各向同性石墨、难熔金属部件 | 生产具有可预测且均匀的热/机械性能的大型复杂零件。 |
解决正确问题的正确工具
冷等静压并非取代所有其他压实方法。它是一种专门用于解决特定、通常是困难问题的工具。
当均匀性比原始速度更重要时,您会选择它。当几何复杂性或大尺寸使传统模具不切实际时,您会选择它。当低产量生产的经济学要求更明智的方法时,您会选择它。
对于推动材料科学边界的研究实验室和开发团队来说,掌握这些工艺至关重要。无论您是从新型陶瓷粉末制造原型,还是开发小批量、高性能的部件,拥有合适的实验室规模设备都至关重要。在 KINTEK,我们提供专门的实验室设备和耗材,为创新提供动力。
如果您在材料均匀性、复杂几何形状或经济高效的原型制作方面遇到挑战,我们可以帮助您找到正确的解决方案。联系我们的专家
图解指南