计算压滤机产能不仅仅涉及设备的物理尺寸。主要计算确定总滤室容积,但衡量性能的真正标准——单位时间内的固体处理量——在很大程度上取决于浆料的具体特性和操作循环时间。
需要理解的基本区别在于理论容积产能和实际操作处理量。虽然压滤机具有固定的滤室容积,但其每小时处理固体的能力是一个完全由浆料特性和循环时间决定的动态变量。
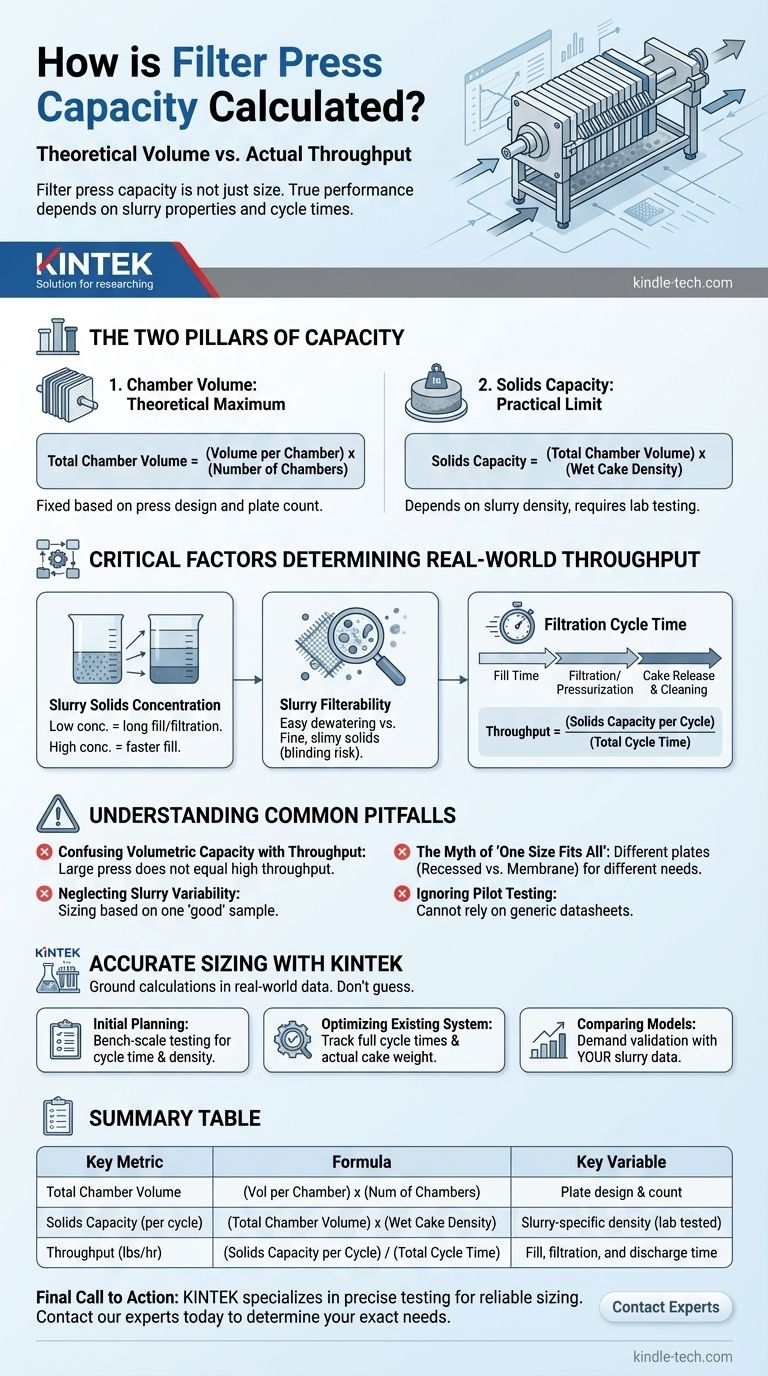
压滤机产能的两大支柱
要正确评估产能,您必须计算压滤机的静态容积及其可容纳的实际固体量。
滤室容积:理论最大值
最基本的产能指标是用于形成滤饼的总内部容积。这是基于压滤机设计的固定值。
计算方法很简单: 总滤室容积(立方英尺或立方米)=(每个滤室的容积)x(滤室数量)
每个滤室的容积是制造商提供的规格,由滤板厚度和设计决定。滤室数量比滤板数量少一。
固体产能:实际限制
比原始容积更重要的是压滤机在单个循环中可捕获的固体干重。这取决于固体堆积的密度。
固体产能的计算方法是: 固体产能(磅或公斤)=(总滤室容积)x(湿滤饼密度)
湿滤饼密度是一个关键的、浆料特有的变量。它表示每单位体积脱水滤饼的重量,只能通过对您的材料进行实验室测试才能准确确定。

决定实际处理量的关键因素
压滤机的容积产能是恒定的,但其处理量(例如,吨/小时)是高度可变的。了解这些因素是准确选型和优化的关键。
浆料固体浓度
进料浆料中的固体百分比至关重要。低浓度浆料(例如,2%固体)含有大量必须过滤掉的水,导致填充和过滤时间非常长。高浓度浆料(例如,20%固体)将更快地用固体填充压滤机。
浆料可滤性
这指的是水通过固体颗粒的容易程度。大颗粒、结晶颗粒易于脱水。细小、粘稠或生物固体会堵塞滤布,大大增加形成干滤饼所需的时间。
过滤循环时间
处理量不仅取决于压滤机能容纳多少,还取决于它能多快完成一个循环。总循环时间是几个不同阶段的总和:
- 填充时间:将浆料泵入所有滤室所需的时间。
- 过滤/加压时间:施加压力以排出水并形成固体滤饼所需的时间。这通常是循环中最长且变化最大的部分。
- 滤饼卸载和清洁:打开压滤机、确保所有滤饼都已卸载并准备滤布进行下一个循环所需的时间。
总处理量计算如下: 处理量(磅/小时或公斤/小时)=(每循环固体产能)/(总循环时间(小时))
理解权衡和常见陷阱
仅凭制造商列出的“产能”做出决定是一个常见且代价高昂的错误。
混淆容积产能与处理量
最常见的错误是认为具有大滤室容积的压滤机将自动具有高处理量。一台处理难过滤浆料且循环时间为4小时的大型压滤机,其性能将不如一台能在1小时内处理相同物料的较小型压滤机。
忽视浆料变异性
工艺流很少是完全一致的。根据单个“良好”样品来选择压滤机尺寸可能导致系统在更具挑战性的工艺条件下尺寸不足,从而造成整个操作的瓶颈。
“一刀切”的误区
存在不同滤板技术是有原因的。凹陷式滤板简单坚固。隔膜滤板增加了一个额外的“挤压”步骤,可以显著缩短循环时间并生产更干的滤饼,但资本成本更高。正确的选择完全取决于您的浆料和操作目标。
忽视中试测试的重要性
您无法从数据表中准确计算循环时间或最终滤饼密度。确定这些关键变量的唯一可靠方法是使用具有代表性的实际浆料样品进行台架规模或现场中试测试。对于任何重大投资,这是不可协商的步骤。
如何准确选择压滤机尺寸
要从粗略估计转向可靠规格,您必须将计算建立在来自特定工艺的真实数据之上。
- 如果您的主要重点是初步规划:获取有代表性的浆料样品,并请供应商或实验室进行台架规模测试。这将为您提供准确计算所需的关键数据——循环时间、滤饼密度和最终滤饼水分。
- 如果您的主要重点是优化现有系统:仔细跟踪您的完整循环时间,并测量卸载滤饼的实际重量和体积。这将揭示您的真实固体产能,并突出瓶颈,例如过滤缓慢或卸载时间长。
- 如果您的主要重点是比较不同压滤机型号:要求任何产能或处理量声明都必须通过您的浆料测试数据进行验证,而不仅仅是通用或理论值。
准确的产能计算不是一个单一的数字,而是您的独特材料在特定设备中表现的综合模型。
总结表:
| 关键指标 | 公式 | 关键变量 |
|---|---|---|
| 总滤室容积 | (每个滤室的容积)x(滤室数量) | 滤板设计和数量 |
| 固体产能(每循环) | (总滤室容积)x(湿滤饼密度) | 来自实验室测试的浆料特定密度 |
| 处理量(例如,磅/小时) | (每循环固体产能)/(总循环时间) | 填充、过滤和卸载时间 |
停止猜测您的压滤机产能。
准确的尺寸选择对于避免瓶颈并确保您的脱水过程达到生产目标至关重要。计算完全取决于您的特定浆料特性——这是通用数据表无法提供的。
KINTEK 专注于用于精确测试的实验室设备和耗材。我们帮助像您一样的实验室和工艺工程师通过台架规模测试确定可靠压滤机选型所需的精确湿滤饼密度和循环时间。
立即联系我们的专家 讨论您的浆料特性,并获取成功投资所需的准确数据。
图解指南
相关产品
- 实验室用液压隔膜压滤机
- 实验室液压压片机,适用于XRF KBR FTIR实验室应用
- 实验室液压压片机 分体式电动实验室压片机
- 带加热板的自动高温加热液压压机,用于实验室
- 手动冷等静压机 CIP 压片机


















