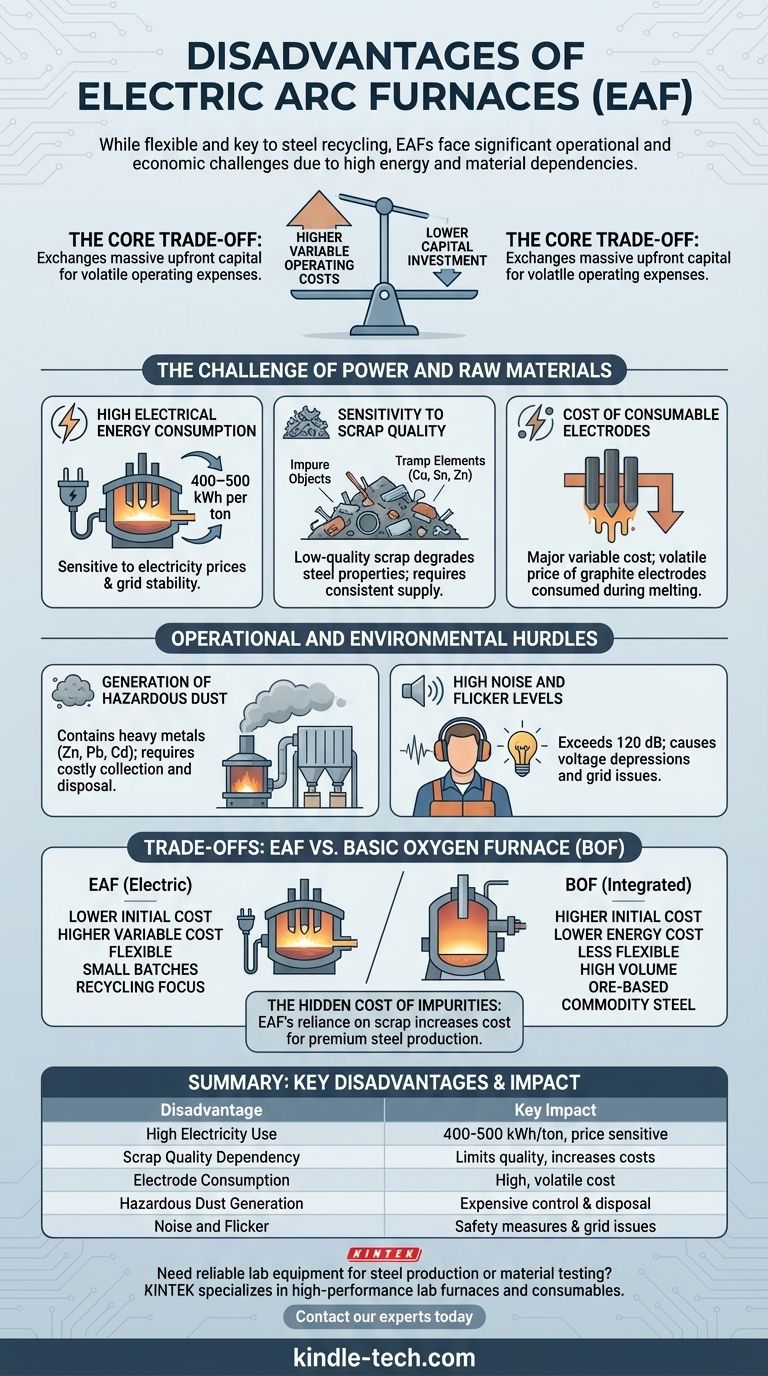
尽管电弧炉(EAF)具有高度灵活性,并且是现代钢铁回收的基石,但它并非没有重大的运营和经济缺点。其主要缺点是极高的电力消耗、对废钢质量和成本的关键依赖,以及消耗性石墨电极的持续费用。这些因素带来了一系列必须仔细管理的独特挑战。
电弧炉的核心权衡在于其成本结构:它以更高的、波动性更大的可变运营成本(主要由电力和原材料驱动)来替代传统高炉的巨额前期资本投资。
电力和原材料的挑战
电弧炉运行的可行性直接取决于其两种主要投入的成本和可用性:电力和金属废料。这造成了通常超出工厂操作员控制范围的依赖性。
高电能消耗
电弧炉利用巨大的电弧熔化钢铁,使其成为重工业中耗电量最大的工艺之一。一台典型的熔炉每生产一吨钢可消耗400-500千瓦时(kWh)的电力。
这种高消耗使得熔炉的运营成本对当地电价极其敏感。它还给区域电网带来了巨大的负荷,可能需要基础设施升级,并使运营面临电网不稳定或基于需求的定价方案的风险。
对废钢质量的敏感性
电弧炉主要使用回收废钢作为其主要原材料。虽然这是一个重要的环境效益,但它引入了一个重要的过程变量:废钢质量。
低质量废钢含有铜、锡和锌等残余或“有害”元素。这些元素难以去除,会降低最终钢产品的机械性能,限制其应用。确保稳定供应高质量、低残余废钢是一项持续的物流和财务挑战。
消耗性电极的成本
产生电弧的石墨电极是关键且昂贵的消耗品。它们在高温熔化过程中通过氧化和升华逐渐消耗。
电极消耗是电弧炉可变成本的主要组成部分。高质量石墨电极的价格可能波动,直接影响每吨钢的盈利能力。

运营和环境障碍
除了投入成本,电弧炉工艺本身还会产生副产品和条件,需要大量投资于控制和缓解系统。
危险粉尘的产生
炉内的高温和剧烈反应使金属汽化,然后氧化形成一种称为电弧炉粉尘的细颗粒物。这种粉尘被归类为危险废物,因为它含有锌、铅和镉等重金属。
管理电弧炉粉尘需要广泛且昂贵的环境控制系统,例如用于收集的大型袋式除尘器。这种危险材料的妥善处置或回收利用代表着一项重大且永久性的运营开支。
高噪音和闪变水平
电弧噪音强度极高,噪音水平经常超过120分贝。这需要为熔炉配备隔音罩,并为附近所有人员提供听力保护,以符合职业健康和安全标准。
此外,巨大且波动的电力消耗可能导致电网电压下降,这种现象称为闪变,可能影响同一网络上的其他用户。
了解权衡
电弧炉的缺点最好通过与主要替代方案——传统综合钢厂中使用的转炉(BOF)进行比较来理解。
成本结构与转炉(BOF)的比较
电弧炉工厂的初始资本成本远低于需要焦化厂、高炉和转炉的综合钢厂。
然而,电弧炉每吨的可变成本更高,主要由电力和电极驱动。转炉通过化学反应产生热量,能源成本较低,并使用铁矿石和铁水等更便宜的原材料,使其在批量生产中更具成本效益。
生产量和灵活性
电弧炉具有高度灵活性。它们可以相对容易地启动和停止,使其非常适合根据市场需求生产小批量和特殊钢种。
相比之下,转炉专为商品钢种的连续、大规模生产而设计。它的灵活性远低于电弧炉,并且在全天候接近满负荷运行时效率最高。
杂质的隐性成本
虽然电弧炉在回收方面表现出色,但对废钢的依赖意味着与杂质的持续斗争。采购优质废钢或实施额外的精炼步骤以去除有害元素的成本会迅速侵蚀电弧炉的经济优势。转炉从纯化铁矿石开始,对最终钢的化学成分有更大的控制力。
为您的目标做出正确选择
选择正确的炉技术完全取决于您的战略目标、市场条件和地理位置。
- 如果您的主要重点是最大限度地降低初始投资和提高灵活性:电弧炉是更好的选择,但您必须为高昂且可能波动的运营成本建模。
- 如果您的主要重点是生产大量商品钢:大型综合转炉工厂可能更经济,前提是您能够获得铁矿石和炼焦煤。
- 如果您的主要重点是环境管理和使用回收材料:电弧炉是明显的领导者,因为它避免了高炉巨大的二氧化碳足迹,并将废钢转化为宝贵的资源。
了解这些缺点可以帮助您准确地模拟电弧炉在您的特定需求下的真实成本和运营情况。
总结表:
| 缺点 | 主要影响 |
|---|---|
| 高耗电量 | 每吨400-500千瓦时,对电价敏感 |
| 废钢质量依赖性 | 限制最终钢材质量,增加成本 |
| 电极消耗 | 石墨电极成本高且波动大 |
| 危险粉尘产生 | 需要昂贵的控制和处置系统 |
| 噪音和闪变 | 需要安全措施和电网稳定解决方案 |
需要可靠的实验室设备来支持您的钢铁生产或材料测试吗? KINTEK 专注于为冶金实验室量身定制高性能实验室炉、耗材和分析工具。无论您是优化电弧炉操作还是研究新合金,我们的解决方案都能提高精度、效率和安全性。立即联系我们的专家,为您的实验室需求找到合适的设备!
图解指南