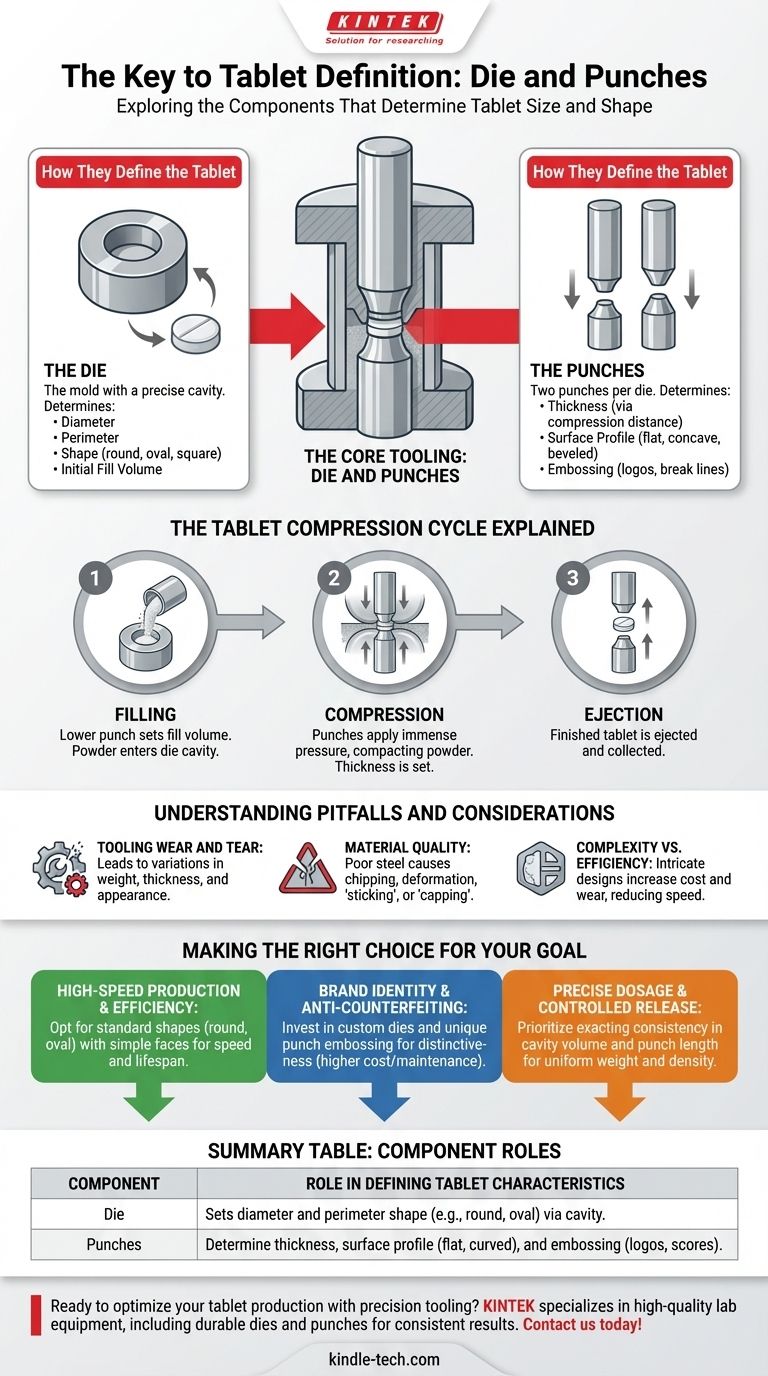
药片的尺寸和形状主要由两个组件决定:冲模和冲头。这些部件形成一个精密模具,用于压缩颗粒状粉末。冲模的内部腔体决定了药片的直径和周长形状,而上下冲头的表面则形成了药片的顶部和底部表面,并决定了其最终厚度。
核心原理很简单:冲模充当模具,设定药片的形状和直径,而冲头则在该模具内压缩粉末,定义药片的厚度和表面特征。这套组件统称为“工具”。
核心工具:冲模和冲头
要理解药片制造,您必须首先了解冲模和冲头之间精确的相互作用。这些工具是任何压片机的核心。
冲模的作用
冲模是一种硬化钢组件,其中心有一个精确加工的孔或腔体。
该腔体是药片形状(例如圆形、椭圆形、方形)及其直径的主要决定因素。在压缩开始前,粉末会填充这个腔体。
冲头的作用
每个冲模都有一套相应的两个冲头:一个上冲头和一个下冲头。
冲头尖端是与粉末直接接触的表面。它们的轮廓决定了药片表面的最终形状——无论是平坦的、弯曲的(凹面/凸面)还是斜面的。
此外,任何徽标、断裂线(刻痕)或识别标记都直接刻在冲头尖端上。
它们如何定义尺寸和重量
这个过程始于下冲头在冲模内下降,为粉末填充创造空间。这种填充的体积被精确控制。
然后上冲头从上方进入冲模。当冲头在巨大压力下汇合时,它们会压缩粉末,将颗粒结合在一起。
最终的药片厚度由两个冲头表面在最大压缩点彼此最接近的距离决定。这与密度一起,决定了药片的最终重量。

药片压缩周期解释
这些组件在快速的周期性过程中协同工作,以生产出尺寸、形状和重量一致的药片。
步骤1:填充
送料系统将粉末送入冲模腔体。此时下冲头的位置决定了粉末的体积,这是剂量控制的关键因素。
步骤2:压缩
上冲头下降到冲模中,将粉末密封在腔体内。然后两个冲头一起移动,通常在大型压力辊之间,施加将粉末压实成固体药片所需的力。
步骤3:弹出
压缩后,上冲头从冲模中缩回。然后下冲头上升,将成品药片推出冲模腔体,然后将其扫走收集。
理解陷阱和注意事项
虽然概念简单,但工具的质量和维护对于成功生产至关重要。
工具磨损
冲头和冲模承受着极大的压力和磨损摩擦。随着时间的推移,它们会磨损,这可能导致药片重量、厚度和外观的变化。
材料质量
用于工具的钢材必须足够坚固,以承受压缩力而不会碎裂或变形。劣质工具会导致生产缺陷,例如“粘冲”(粉末粘附在冲头表面)或“崩片”(药片开裂)。
复杂性与效率
高度复杂的药片形状或深层徽标需要更复杂和昂贵的工具。这些定制设计可能比简单的圆形或椭圆形更难制造,并且可能比简单的圆形或椭圆形更容易磨损和出现操作问题。
为您的目标做出正确选择
您的药片工具设计应直接支持您的主要目标。
- 如果您的主要重点是高速生产和效率:选择标准形状,如圆形或椭圆形,带有简单的冲头表面,以最大限度地提高制造速度和工具寿命。
- 如果您的主要重点是品牌识别和防伪:投资于带有独特徽标或压花的定制形状冲模和冲头,同时了解更高的成本和维护要求。
- 如果您的主要重点是精确剂量和控释:优先考虑冲模腔体体积和冲头长度的精确一致性,以确保药片重量和密度的均匀性,这对于药理性能至关重要。
最终,掌握冲模和冲头之间的关系是控制药片质量、均匀性和功效的关键。
摘要表:
| 组件 | 在定义药片特性中的作用 |
|---|---|
| 冲模 | 通过其腔体设定药片的直径和周长形状(例如圆形、椭圆形)。 |
| 冲头 | 决定药片厚度、表面轮廓(平坦、弯曲)和压花(徽标、刻痕)。 |
准备好通过精密工具优化您的药片生产了吗? KINTEK 专注于高质量的实验室设备和耗材,包括用于一致的药片尺寸、形状和剂量控制的耐用冲模和冲头。无论您需要用于效率的标准工具还是用于品牌识别的定制设计,我们的解决方案都能确保均匀性和可靠性。立即联系我们讨论您的压片机需求!
图解指南
相关产品
- 多冲头旋转压片机模具环,适用于旋转椭圆形和方形模具
- 单冲电动压片机 TDP 压片机
- TDP单冲压片机和TDP大批量生产旋转式压片机
- 单冲手动压片机 TDP 压片机
- 单冲电动压片机 实验室粉末压片机 TDP压片机









