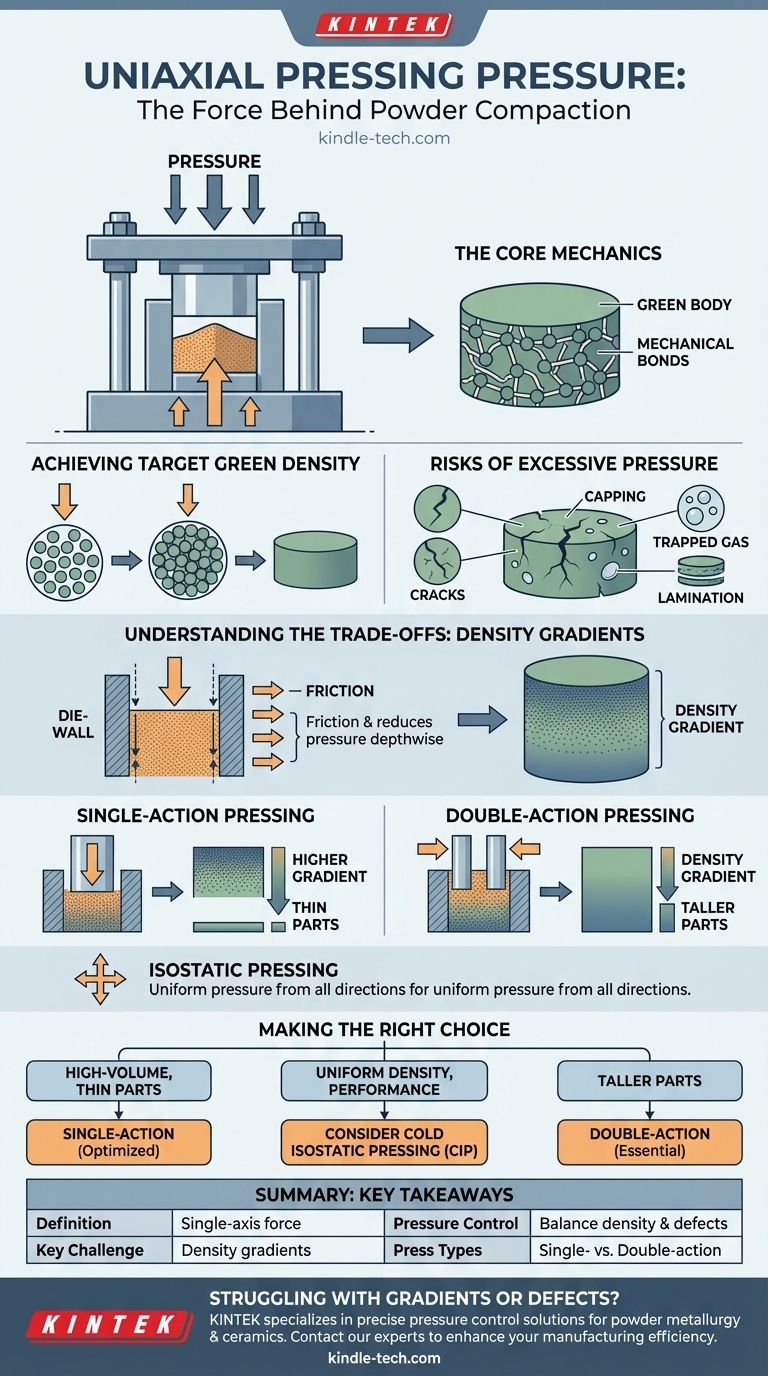
在制造和材料科学中,单轴压实压力是沿着单个垂直轴施加的力,用于将粉末压实成固体形状。该压力通常以兆帕 (MPa) 或磅每平方英寸 (psi) 为单位测量,是将松散颗粒转化为具有初始强度的粘合物体(称为“生坯”)所使用的基本参数。
单轴压实是一种快速且经济的粉末成型方法,但其定义特征——从一个方向施加力——会产生不可避免的密度梯度。理解和管理这些由压力引起的差异是实现坚固、可靠最终产品的核心挑战。
单轴压实的工作原理:核心机制
单轴压实,有时称为模具压实,因其速度快且适合自动化,是粉末冶金和陶瓷生产的基石。
设置:模具、冲头和粉末
该过程始于将精确量的粉末装入称为模具的刚性型腔中。一个或多个冲头然后垂直压入模具,压缩粉末。施加的力除以冲头截面积即为标称的单轴压实压力。
结果:“生坯”
这种压实过程迫使粉末颗粒紧密接触,减少它们之间的空隙,并形成机械键。所得物体是生坯或压饼。它具有足够的强度可以搬运,但仍然是多孔的,需要后续的加热过程(烧结)才能达到最终的密度和强度。

压力在零件成型中的关键作用
施加的压力不是随意的;它是直接决定生坯质量的一个精心控制的变量。
达到目标生坯密度
施加压力的主要目标是提高材料的密度。更高的压力将颗粒推得更近,从而减少孔隙率并增加压饼的生坯密度。这一点至关重要,因为较高的生坯密度通常会导致最终烧结部件的收缩更少和更好的机械性能。
过度压力的风险
仅仅最大化压力并非解决方案,而且通常会产生严重的缺陷。过大的压力可能会将空气困在粉末中,导致脱模时出现裂纹。它还可能由于内部应力导致层状分离(与压实方向平行的断裂)或帽状破损(压饼顶部脱落)。
理解权衡:密度梯度问题
单轴压实最大的限制在于它无法制造出完全均匀的部件。这是沿单个轴施加力的固有结果。
模壁摩擦:主要罪魁祸首
当冲头通过粉末传递力时,颗粒之间以及颗粒与固定模壁之间会发生摩擦。这种摩擦导致压力随深度减小。结果是产生密度梯度,其中最靠近移动冲头的压饼区域密度最大,而中间或远离冲头的区域密度最小。
单动与双动压实
为对抗密度梯度,压机可以采用不同的配置:
- 单动压实:只有一个冲头(通常是顶部)移动。这是最简单的方法,但会产生最严重的密度梯度,因此只适用于薄而简单的部件。
- 双动压实:顶部和底部冲头都向中心移动。这从两端压缩粉末,显著减小了密度梯度,并允许生产更高或更复杂的部件。
单轴压实与等静压实:关键区别
将单轴压实与等静压实区分开来至关重要。在等静压实中,压力通过流体介质从所有方向均匀施加。这消除了模壁摩擦,并产生密度极其均匀的生坯,但该过程比单轴压实慢得多,成本也更高。
为您的目标做出正确的选择
选择和控制单轴压实压力是在实现足够密度和避免缺陷之间取得平衡。您的生产目标将决定您采取的方法。
- 如果您的主要重点是简单、薄部件的高产量生产: 单动单轴压实是最具成本效益的方法,但必须仔细优化压力以防止帽状破损。
- 如果您的主要重点是高性能部件的均匀密度: 单轴压实的固有密度梯度是一个主要缺点;请考虑使用冷等静压实 (CIP) 作为替代方案。
- 如果您的主要重点是生产较高的部件(例如套筒或齿轮): 双动单轴压实对于最小化部件顶部、中部和底部的密度变化至关重要。
掌握单轴压实,关键不在于最大化力,而在于控制整个部件的压力分布。
总结表:
| 方面 | 关键要点 |
|---|---|
| 定义 | 沿着单个轴施加的力,将粉末压实成固体形状(生坯)。 |
| 主要挑战 | 由于模壁摩擦而产生的固有密度梯度,导致部件密度不均匀。 |
| 压力控制 | 在更高的生坯密度与层状分离和帽状破损等缺陷风险之间取得平衡。 |
| 压机类型 | 单动(用于薄部件)与双动(用于较高部件)以减少密度变化。 |
在粉末压实过程中遇到密度梯度或部件缺陷的困扰? KINTEK 专注于实验室设备和耗材,为粉末冶金和陶瓷中精确的压力控制提供解决方案。我们的专业知识可帮助您优化单轴压实,以制造出更坚固、更可靠的部件。立即联系我们的专家,讨论我们如何提高您的制造效率和产品质量。
图解指南