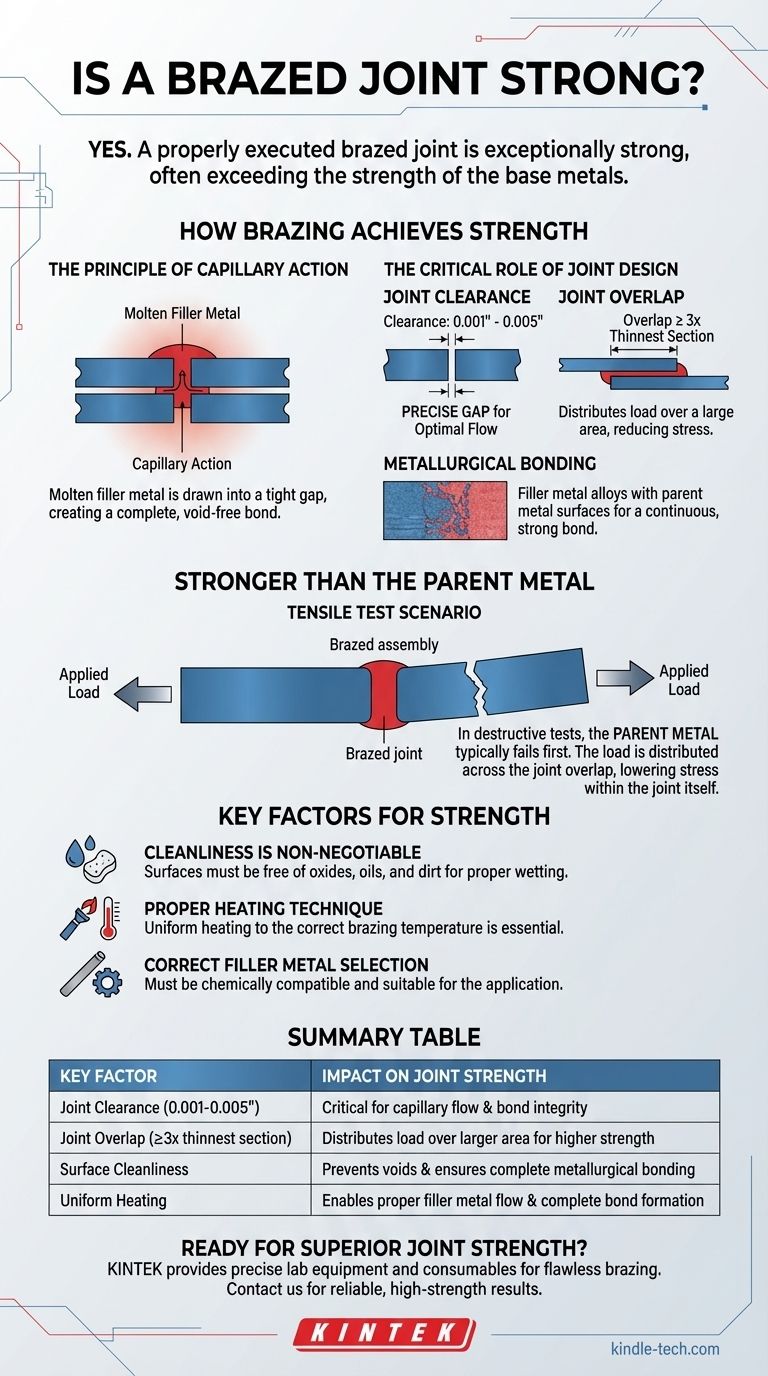
是的,正确执行的钎焊接头非常坚固。 事实上,当接头设计、准备和加热得当时,其强度通常会超过所连接的单个母材。这意味着在破坏性测试中,母材通常会在钎焊接头本身失效之前发生故障。
钎焊接头的强度并非默认结果;它是正确工程的产物。该过程依赖于一种称为毛细作用的现象,以在较大的表面积上形成完整、高强度的结合,这使得接头的设计与钎焊过程本身一样关键。
钎焊如何实现其强度
钎焊接头卓越的强度来自于接头设计、填充金属和母材之间的相互作用。它不仅仅是将填充焊条熔化在两块金属之间。
毛细作用原理
钎焊的工作原理是将母材(“母金属”)加热到高于钎焊填充金属熔点的温度。
然后,熔融的填充金属通过毛细作用被吸入两个紧密配合的表面之间的狭小空间。这种自然力确保填充金属均匀分布,形成完整且无空隙的结合。
接头设计的关键作用
与焊接不同,钎焊的强度与结合的表面积成正比。有两个因素至关重要。
接头间隙: 两个母材之间的间隙必须精确。如果间隙太宽,毛细作用会很弱或不存在。如果间隙太紧,填充金属根本无法流入接头。对于大多数常见的填充金属,此间隙通常在 0.001" 到 0.005"(0.025 毫米到 0.127 毫米)之间。
接头搭接: 接头的强度是其剪切面积的函数。一个好的经验法则是将接头设计成至少是最薄金属厚度三倍的搭接。这种搭接将载荷分布在较大的区域上,从而减少任何单个点的应力。
冶金结合的力量
填充金属不仅仅起到胶水的作用。在钎焊过程中,填充金属与母材表面的薄层合金化。这在零件之间形成了一种新的、坚固的、连续的冶金结合。
理解“比母材更坚固”的现象
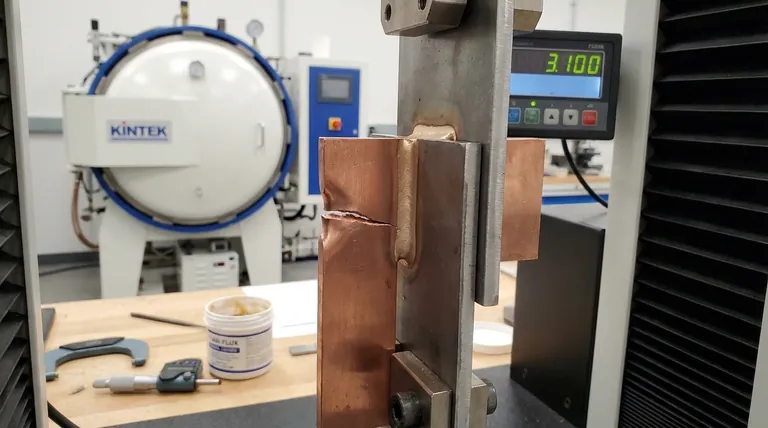
钎焊接头可能比其连接的金属更坚固的说法在实验室测试和实际应用中得到了持续验证。
拉伸测试场景
当正确钎焊的组件进行拉伸(拉开)测试时,很少在钎焊接头本身发生故障。
相反,接头旁边的母材通常会先拉伸、变形和断裂。接头保持完好。
为什么会发生这种情况
施加到组件上的载荷分布在接头搭接的整个表面积上。由于该区域很大(由于 3T 搭接规则),接头内的应力低于母材较窄横截面中的应力。
本质上,您正在拉动一个宽而坚固的结合,而最薄弱的环节变成了母材本身。
决定强度的关键因素
实现这种强度水平是有条件的。最终结果完全取决于工艺。
清洁度不容妥协
母材表面必须彻底清洁。任何氧化物、油污或污垢都会阻止填充金属润湿表面并正确流动,从而导致空隙和大大削弱的接头。使用适当的助焊剂或受控气氛对于在加热过程中防止氧化至关重要。
正确的加热技术
两个母材必须均匀加热到正确的钎焊温度。如果一个部件比另一个部件热,填充金属只会流向较热的部分,从而形成不完整的结合。
正确的填充金属选择
填充金属必须与母材化学兼容,并适合最终用途应用,同时考虑使用温度和电偶腐蚀的可能性等因素。
为您的应用做出正确选择
使用这些指南来确定钎焊是否是您项目的正确方法。
- 如果您的主要关注点是连接异种金属或精密薄壁零件: 钎焊是一个绝佳的选择,因为它具有较低的工艺温度,可最大限度地减少变形和热应力。
- 如果您的主要关注点是在可以正确设计的接头中实现最大强度: 正确执行的钎焊接头可提供卓越的强度,可与母材媲美或超越母材。
- 如果您需要填充大而不规则的间隙或需要在极端温度下工作: 焊接可能更适合您的需求,因为钎焊依赖于紧密的间隙,并且其强度会随着温度接近填充金属熔点而降低。
最终,当遵循接头设计和过程控制的原则时,钎焊提供了一种坚固可靠的连接方法。
总结表:
| 关键因素 | 对接头强度的影响 |
|---|---|
| 接头间隙 (0.001-0.005") | 对毛细流动和结合完整性至关重要 |
| 接头搭接 (≥最薄部分的3倍) | 将载荷分布在更大的区域以获得更高的强度 |
| 表面清洁度 | 防止空隙并确保完整的冶金结合 |
| 均匀加热 | 实现填充金属的正确流动和完整的结合形成 |
准备好在您的实验室应用中实现卓越的接头强度了吗?
在 KINTEK,我们专注于提供完美的钎焊过程所需的精密实验室设备和耗材。我们的专业知识确保您获得正确的工具,用于适当的接头设计、温度控制和表面准备——帮助您创建始终优于母材的钎焊接头。
立即联系我们,讨论我们的解决方案如何增强您的连接应用并提供可靠、高强度的结果。 联系我们的专家 立即开始!
图解指南