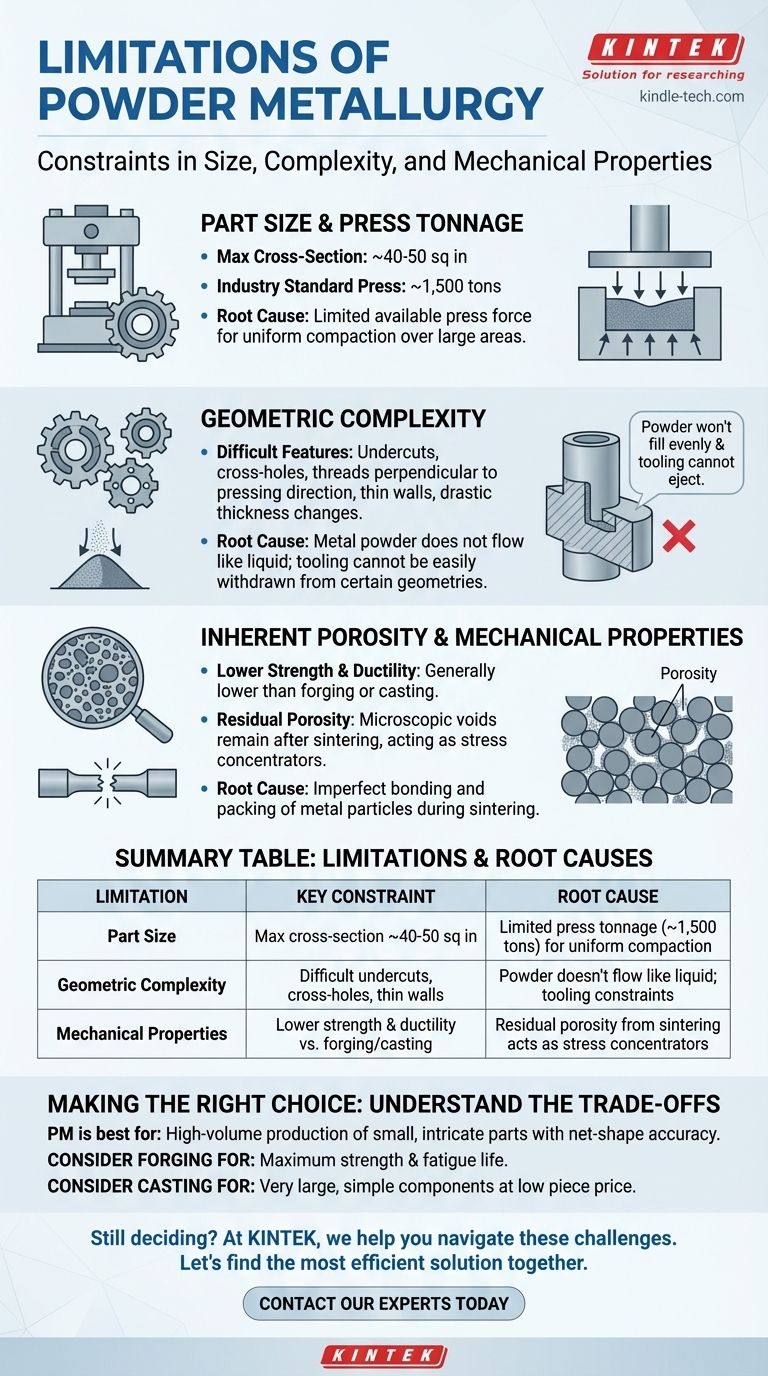
简而言之,粉末冶金(PM)的主要局限性在于零件尺寸的限制、生产高度复杂几何形状的挑战,以及机械性能——特别是强度和延展性——通常低于通过锻造或铸造所能达到的水平。这些局限性是压实和粘合金属粉末而非铸造熔融金属或变形实心坯料的物理性质的直接结果。
粉末冶金的核心挑战是实现均匀密度。零件尺寸、复杂性和强度的限制都源于均匀压实干燥粉末并将其烧结成完全致密、均匀的最终零件的困难。
局限性背后的物理原理
要了解粉末冶金是否适合您的应用,了解这些限制为何存在至关重要。它们并非随意规则,而是工艺本身的基本结果。
零件尺寸和压机吨位
粉末冶金零件的尺寸直接受可用压力的限制。大型压机的行业标准约为 1,500 吨。
这种力必须分布在零件的平面区域上以压实粉末。因此,组件横截面的实际限制通常约为 40 到 50 平方英寸。超过此限制将无法获得足够的压力以达到所需的“生坯”(预烧结)密度。
几何复杂性的挑战
金属粉末不像液体那样流动。这个简单的事实带来了显著的设计限制。
与压制方向垂直的倒扣、交叉孔或螺纹等特征通常无法直接成型。模具无法轻易取出,粉末在压力下也无法均匀填充这些特征,从而导致关键的薄弱点。
薄壁和截面厚度的剧烈变化也会带来问题。它们会阻碍均匀的压力传递,导致密度变化和结构不健全的零件。虽然熟练的设计可以缓解一些问题,但粉末冶金最适合沿压制轴厚度相对均匀的零件。
固有孔隙率和机械性能
与生产完全致密材料的铸造或锻造不同,标准粉末冶金零件含有少量残余孔隙率。
在烧结过程中,压实的颗粒会发生冶金结合,但微观空隙通常会保留下来。这些孔隙充当应力集中器,这是粉末冶金零件的抗拉强度和延展性通常低于其锻造或铸造对应物的主要原因。
虽然可以使用热等静压(HIP)等后处理步骤来消除这种孔隙率,但这会显著增加工艺成本和复杂性。

了解权衡:粉末冶金与其他方法
没有完美的制造工艺。粉末冶金的局限性必须与其在特定环境下的显著优势进行权衡。
强度与净形
锻造由于能够使材料的晶粒结构对齐,因此生产的零件具有卓越的强度和抗疲劳性。然而,它通常需要大量的二次加工才能达到最终尺寸,这增加了成本和浪费。
粉末冶金擅长生产净形或近净形零件,最大限度地减少或消除了加工的需要。对于加工困难或昂贵的复杂几何形状来说,这是一个巨大的优势。
材料利用率与组件规模
粉末冶金具有出色的材料利用率,废料通常低于 3%。与减材制造方法(如机械加工)相比,这是一个显著的成本和可持续性优势。
另一方面,铸造在生产非常大的组件方面更具可扩展性。对于更简单的几何形状,模具通常更便宜,使其成为不需要粉末冶金极端精度的经济高效选择。
成本概况
粉末冶金模具(模具和冲头)的高成本使其最适合大批量生产,通常是数万个或更多零件。这使得模具成本可以有效地摊销。
对于小批量或原型工作,模具成本可能过高,使得从棒料加工甚至 3D 打印成为更合理的选择。
为您的应用做出正确选择
选择正确的制造工艺完全取决于您项目的关键工程和业务驱动因素。
- 如果您的主要关注点是最大强度和疲劳寿命: 锻造几乎总是更好的选择,特别是对于关键结构部件。
- 如果您的主要关注点是高产量、尺寸精度极佳的小型复杂零件: 粉末冶金是一个出色且通常无与伦比的选择。
- 如果您的主要关注点是以较低的单件价格生产非常大、相对简单的组件: 铸造可能是最经济实用的方法。
- 如果您的主要关注点是在复杂的粉末冶金零件中实现接近完全的密度和强度: 考虑金属注射成型(MIM)等先进工艺或增加烧结后热等静压(HIP)步骤。
最终,了解这些局限性使您能够利用粉末冶金的优势:高效地大规模创建复杂、精确的组件。
总结表:
| 局限性 | 关键限制 | 根本原因 |
|---|---|---|
| 零件尺寸 | 最大横截面约 40-50 平方英寸 | 用于均匀压实的压机吨位有限(约 1,500 吨) |
| 几何复杂性 | 难以实现倒扣、交叉孔、薄壁 | 粉末不像液体那样流动;模具限制 |
| 机械性能 | 强度和延展性低于锻造/铸造 | 烧结产生的残余孔隙充当应力集中器 |
还在犹豫粉末冶金是否适合您的项目?
在 KINTEK,我们专注于帮助制造商应对这些挑战。我们在材料测试和工艺开发实验室设备和耗材方面的专业知识可以帮助您验证设计、优化烧结工艺,并确保您为特定需求选择正确的制造方法——无论是粉末冶金、锻造还是铸造。
让我们讨论您的应用要求,共同寻找最有效的解决方案。立即联系我们的专家进行个性化咨询!
图解指南