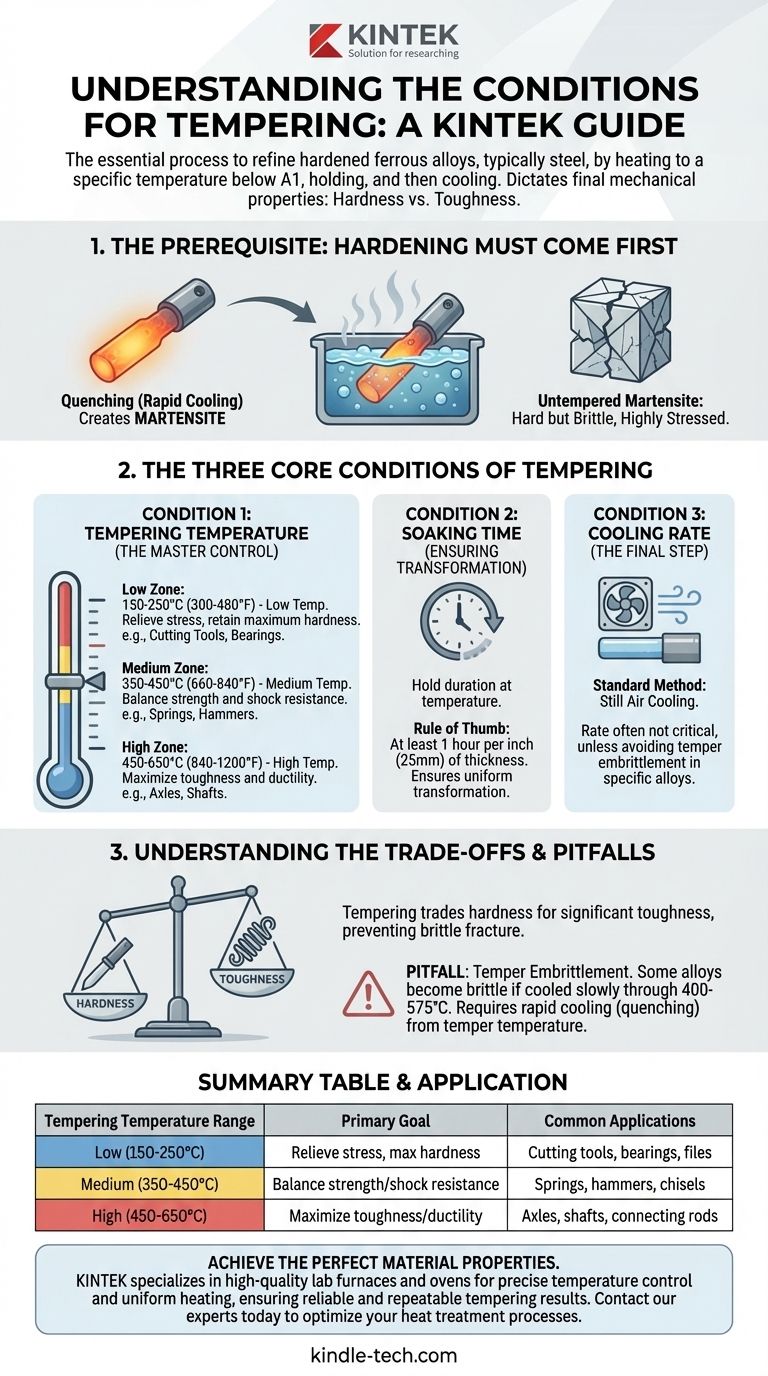
回火的基本条件很简单:该过程需要一个先前硬化的黑色金属合金,通常是钢,然后将其加热到低于其下临界点 (A1) 的特定温度。该温度通常在 150°C 至 650°C (300°F 至 1200°F) 之间,保持设定的时间后冷却零件。这三个变量——初始状态、温度和时间——决定了材料的最终机械性能。
回火不是一个孤立的过程;它是始于淬火的连续过程的第二步。核心原则是以可控的方式牺牲硬度以换取韧性的关键增加,而回火温度是控制这种权衡的主要旋钮。
先决条件:为什么必须先进行淬火
在回火钢制零件之前,必须将其置于理想的起始状态。这种状态是通过称为淬火的过程实现的。
淬火的作用
淬火涉及将钢加热到高温使其晶体结构发生变化(奥氏体化),然后将其在水、油或空气等介质中非常快速地冷却。
这种快速冷却会将碳原子困在钢的铁晶格内。此过程会故意产生非常坚硬、强韧且内部应力极大的微观结构。
形成马氏体结构
成功淬火的结果是一种称为马氏体的微观结构。虽然马氏体非常坚硬且耐磨,但它也非常脆且充满内部应力。
未经回火的马氏体零件通常太脆而无法实际使用;尖锐的冲击可能导致其像玻璃一样破碎。回火是精炼这种结构的必要后处理。

回火的三个核心条件
一旦零件完全硬化,回火过程就由三个关键参数控制。其中,温度的影响最为显著。
条件 1:回火温度(主控)
将硬化零件重新加热到的温度是回火中最关键的因素。它直接控制硬度和韧性的最终平衡。
-
低温回火 (150-250°C / 300-480°F):此范围可消除淬火带来的内部应力,同时仅使硬度略有降低。主要目标是增加足够的韧性使零件可用,同时保持最大的硬度。这常用于刀具、锉刀和轴承。
-
中温回火 (350-450°C / 660-840°F):在此范围内,硬度和强度会进一步降低,但韧性和延展性会显着增加。这会产生能够承受冲击和重复载荷的材料,使其非常适合弹簧、锤子和结构部件。
-
高温回火 (450-650°C / 840-1200°F):此过程通常称为“回火和回火”,会导致硬度和强度最低,但韧性和延展性最高。它用于必须承受高冲击和应力的部件,例如车轴、轴和连杆。
条件 2:保温时间(确保转变)
保温时间是指零件在目标回火温度下保持的时间。这使得热量能够完全渗透到零件内部,并使微观结构有时间均匀转变。
一个常见的经验法则是,零件应在温度下保持每英寸(25 毫米)横截面厚度至少一小时。时间不足可能导致转变不完全和性能不一致。
条件 3:冷却速度(最后一步)
对于大多数碳钢和低合金钢,回火后的冷却速度并不关键。在静止空气中冷却的标准且最安全的方法。
内部结构已经由温度和时间确定,因此不需要快速冷却,快速冷却可能会引入新的应力。
理解权衡和陷阱
回火从根本上说是一种权衡。您正在用一种理想的性能(硬度)来换取另一种(韧性)。理解这种平衡是生产成功零件的关键。
未回火马氏体的问题
如前所述,淬火产生的新鲜马氏体很硬但很脆。内部应力如此之高,以至于一些高碳钢在淬火后如果不及时回火,可能会自发开裂。
回火如何平衡等式
加热马氏体使被困的碳原子扩散,并在铁基体内部形成微小、分布均匀的碳化物颗粒。这个过程消除了内部应力,使结构“松弛”,从而大大提高了其吸收能量和抵抗断裂的能力。
回火脆性的陷阱
某些合金钢如果在回火后冷却过慢,或者在特定温度范围(约 400-575°C 或 750-1070°F)内回火,可能会变脆。
这种称为回火脆性的现象是特定合金需要考虑的关键因素。在这些情况下,可能需要将零件从回火温度淬火到水或油中,以避免这种脆性区域。
将条件与您的目标相匹配
正确的回火条件完全取决于最终组件的预期用途。
- 如果您的主要重点是最大的硬度和耐磨性(例如,刀具、剃刀片):使用低温回火来消除应力,同时尽可能多地保留原始淬火硬度。
- 如果您的主要重点是强度和抗冲击性的平衡(例如,弹簧、凿子、锤头):使用中温回火以获得显着的韧性,而不会牺牲太多强度。
- 如果您的主要重点是最大的韧性和延展性(例如,车轴、螺栓、结构钢):使用高温回火来制造一个能够在断裂前变形并吸收大量能量的组件。
通过掌握这些条件,您可以精确控制钢材的最终性能。
摘要表:
| 回火温度范围 | 主要目标 | 常见应用 |
|---|---|---|
| 低温 (150-250°C / 300-480°F) | 消除应力,保持最大硬度 | 刀具、轴承、锉刀 |
| 中温 (350-450°C / 660-840°F) | 平衡强度和抗冲击性 | 弹簧、锤子、凿子 |
| 高温 (450-650°C / 840-1200°F) | 最大化韧性和延展性 | 车轴、轴、连杆 |
为您的实验室或车间实现完美的材料性能。
掌握回火的精确条件对于开发具有您所需的精确硬度、强度和韧性的组件至关重要。无论您是处理高磨损工具还是抗冲击结构部件,正确的热处理设备都是必不可少的。
KINTEK 专注于高质量的实验室炉和烘箱,这些设备专为精确的温度控制和均匀加热而设计,可确保您的研发或生产需求获得可靠且可重复的回火结果。
立即联系我们的专家,讨论我们的设备如何帮助您优化热处理工艺并实现卓越的材料性能。
图解指南