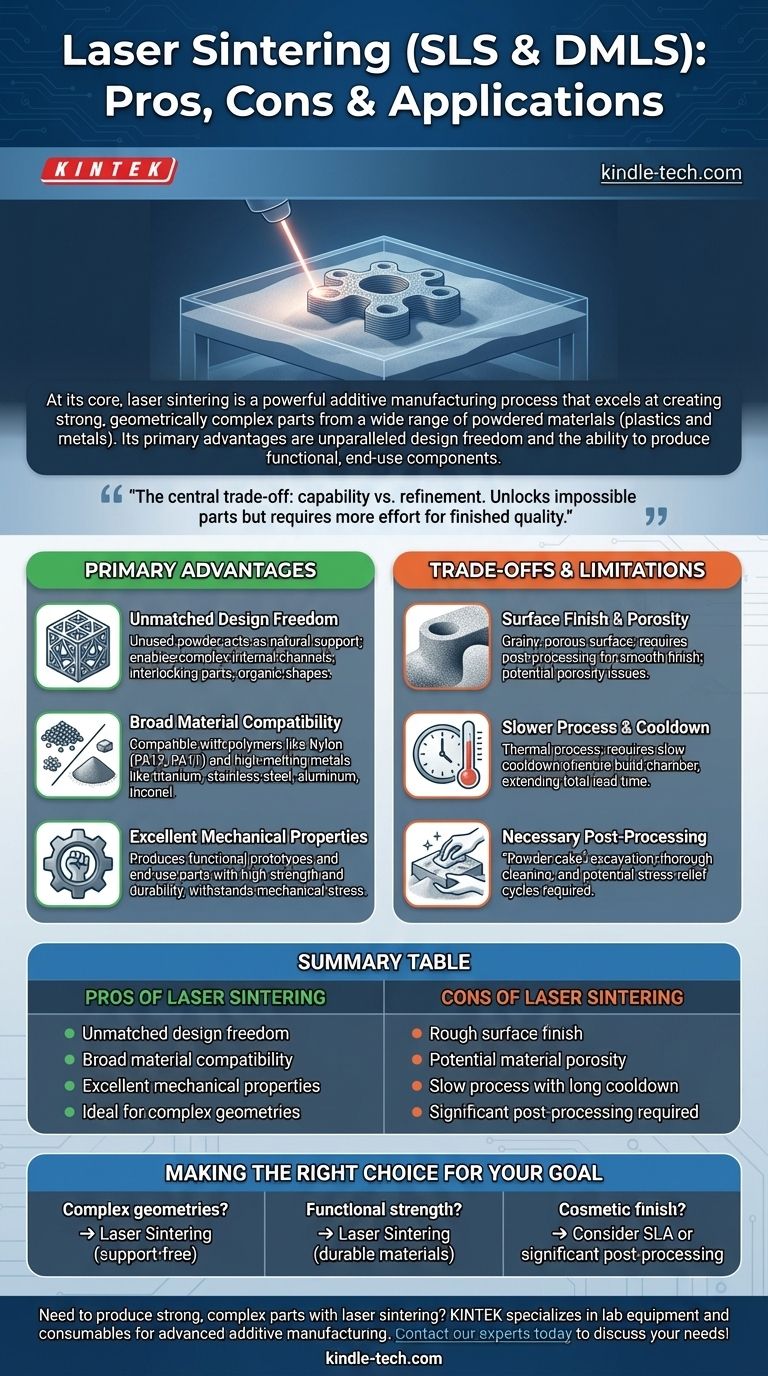
从根本上讲,激光烧结是一种强大的增材制造工艺,它擅长利用各种粉末材料(包括塑料和金属)来制造坚固、几何形状复杂的部件。其主要优势是无与伦比的设计自由度以及生产功能性、最终用途组件的能力。然而,这些优势也伴随着一些缺点,例如表面光洁度较粗糙、潜在的材料孔隙率以及需要大量的后处理。
激光烧结的核心权衡是能力与精细度。它解锁了制造传统方法无法生产的部件的能力,但要达到成品质量状态通常比其他打印技术需要更多的努力。
激光烧结的主要优势
激光烧结,通常以聚合物的选择性激光烧结 (SLS) 和金属的直接金属激光烧结 (DMLS) 等特定工艺名称而闻名,提供了独特的优势,使其成为现代制造的基石。
无与伦比的设计自由度
该技术最大的优势在于,构建室中未使用的粉末充当正在打印部件的天然支撑结构。
这种自支撑特性消除了需要稍后手动移除的专用支撑结构的需求。这使得能够制造出极其复杂的内部通道、以单个部件打印的互锁或活动组件,以及用传统方法加工或模塑不可能实现的有机形状。
广泛的材料兼容性
该工艺使用高功率激光熔合粉末材料,使其与各种工程级材料兼容。
这包括耐用的聚合物,如尼龙 (PA12, PA11) 和高熔点金属,如钛、不锈钢、铝和因科镍合金。这种多功能性使其适用于航空航天、医疗和汽车等要求严苛的行业。
出色的机械性能
通过激光烧结生产的部件以其强度和耐用性而闻名,通常可与传统制造的部件性能相媲美甚至超越。这使得该技术非常适合生产功能原型和最终用途部件,而不仅仅是视觉模型。这些组件可以承受显著的机械应力和环境暴露。
了解权衡和局限性
尽管激光烧结功能强大,但它并非万能的解决方案。其独特的工艺带来了一些必须考虑的具体挑战。
表面光洁度和孔隙率
逐层熔合粉末颗粒的性质导致表面光洁度具有特征性的颗粒状和多孔性。
部件从机器中取出时具有哑光、粗糙的纹理。虽然这适用于许多功能性应用,但要实现光滑的表面需要进行后处理步骤,如滚磨、喷砂或化学平滑。对于需要气密性或特定疲劳性能的应用,固有的孔隙率也可能是一个问题。
较慢的工艺和冷却时间
激光烧结是一个热过程。打印完成后,整个充满粉末的构建室必须缓慢均匀地冷却,以防止部件翘曲。
这个冷却时间可能需要数小时,有时与打印作业本身的时间一样长。这与打印后部件可立即使用的技术相比,延长了总交货时间。
必要的后处理
工作流程在打印机停止时并未结束。必须小心地从“粉末蛋糕”中挖掘出来以取出部件。
然后需要彻底清洁这些部件以去除所有残留的粉末,这个过程通常使用压缩空气或喷砂完成。对于金属部件,可能需要进一步的热应力消除循环以确保材料的稳定性。
为您的目标做出正确的选择
要确定激光烧结是否是正确的技术,请考虑您项目的主要目标。
- 如果您的主要重点是复杂的几何形状或集成组件: 激光烧结的无支撑特性使其成为加工或模塑不可能实现的部件的理想选择。
- 如果您的主要重点是工程级材料的功能强度: 该工艺擅长为要求严苛的应用制造各种聚合物和金属的耐用最终用途部件。
- 如果您主要关注直接从机器获得的装饰性、光滑的表面光洁度: 您应该考虑其他替代技术,如立体光刻 (SLA),或计划进行大量的后处理步骤。
了解这些核心原则可以让你将激光烧结不仅视为一种制造工具,更是一种战略工程优势。
摘要表:
| 激光烧结的优点 | 激光烧结的缺点 |
|---|---|
| 无与伦比的设计自由度(无需支撑结构) | 粗糙、颗粒状的表面光洁度 |
| 广泛的材料兼容性(塑料和金属) | 潜在的材料孔隙率 |
| 最终用途部件的出色机械性能 | 工艺缓慢,冷却时间长 |
| 非常适合复杂的几何形状和集成组件 | 需要大量的后处理 |
需要使用激光烧结生产坚固、复杂的部件吗? KINTEK 专注于提供先进增材制造工艺所必需的实验室设备和耗材。无论您是进行原型制作还是生产最终用途组件,我们的解决方案都能帮助您实现精度和可靠性。立即联系我们的专家,讨论我们如何支持您实验室的具体需求!
图解指南