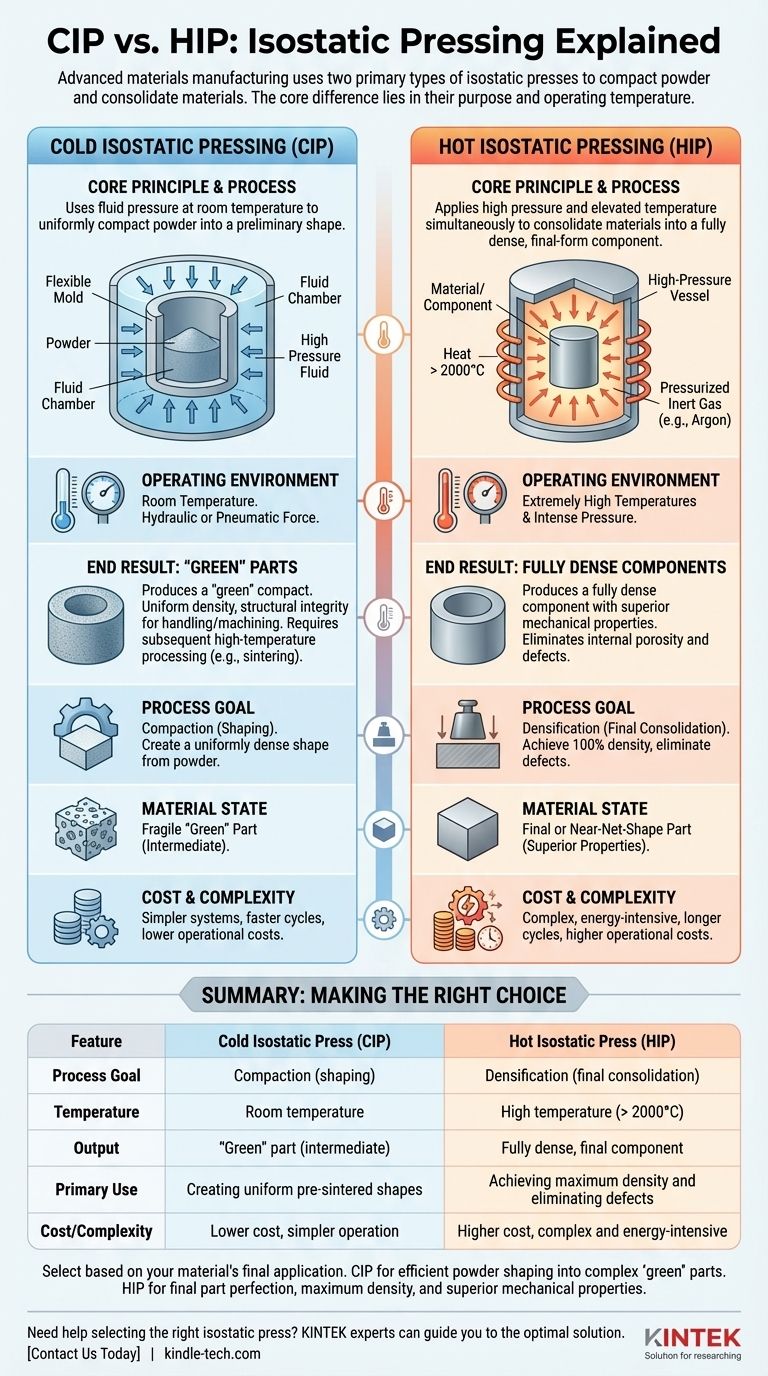
在先进材料制造领域,两种主要的等静压类型是冷等静压(CIP)和热等静压(HIP)。CIP 在室温下利用流体压力将粉末均匀地压实成初步形状。相比之下,HIP 同时施加高压和高温,以使材料固结成完全致密、最终形状的部件。
根本区别不仅仅是温度,而是目的。冷等静压是制造均匀“生坯”部件的成型步骤,而热等静压是实现最大密度和消除内部缺陷的最终固结步骤。
了解冷等静压 (CIP)
核心原理
在 CIP 过程中,粉末被密封在一个柔性的弹性体模具中。然后将此模具浸入流体腔中,并向流体施加高压。这种压力从各个方向均匀地传递到模具上,从而压实内部的粉末。
操作环境
顾名思义,此过程在室温或接近室温下进行。作用力纯粹是液压或气压;系统中没有故意添加热量。
最终结果:“生坯”部件
CIP 的产出是“生坯”压件。该部件具有均匀的密度和足够的结构完整性,可以进行搬运和机加工。然而,它不是完全致密的,需要后续的高温处理(如烧结或热等静压)才能达到其最终的材料性能。

了解热等静压 (HIP)
核心原理
HIP 过程将材料或部件放置在一个高压容器内。容器被加热到高温,同时惰性气体(通常是氩气)被加压。热量和等静压的这种组合会闭合内部孔隙。
操作环境
HIP 在极高的温度(通常超过 2,000°C / 3,632°F)和极高的压力下运行。这种环境允许在原子层面发生塑性变形和扩散键合,从而有效地将内部空隙焊合起来。
最终结果:完全致密的部件
HIP 的结果是完全致密的部件,其机械性能通常优于铸造或锻造所获得的性能。它可以用于将粉末固结成固体形式,或修复预先存在的部件(如铸件)中的缺陷。
了解权衡:CIP 与 HIP
工艺目标
CIP 是一个压实过程。其主要目标是从粉末中形成一个均匀致密的形状,以进行最终固结。
HIP 是一个致密化过程。其目标是实现 100% 密度,消除内部缺陷,并制造出高性能的最终部件。
材料状态
CIP 产生易碎的“生坯”部件,代表一个中间制造步骤。
HIP 产生最终或接近净形的部件,具有卓越的机械性能,通常几乎不需要后续加工。
成本和复杂性
CIP 系统通常更简单,循环时间更快,运行成本更低。
由于极端的温度和压力,HIP 系统非常复杂且能耗高,导致循环时间更长,运行成本也更高。
为您的目标做出正确的选择
选择正确的等静压工艺完全取决于您的材料的最终应用和您的制造工作流程。
- 如果您的主要重点是制造均匀的、预烧结的部件: 使用冷等静压 (CIP) 将粉末高效地压实成复杂的“生坯”形状,以供后续加工。
- 如果您的主要重点是实现最大材料密度和消除缺陷: 使用热等静压 (HIP) 来制造具有卓越机械性能的最终高性能部件。
最终,了解您需要的是对粉末进行成型(CIP)还是完善最终部件(HIP),是有效利用这些强大技术的关键。
总结表:
| 特性 | 冷等静压 (CIP) | 热等静压 (HIP) |
|---|---|---|
| 工艺目标 | 压实(成型) | 致密化(最终固结) |
| 温度 | 室温 | 高温(> 2000°C) |
| 产出 | “生坯”部件(中间件) | 完全致密的最终部件 |
| 主要用途 | 制造均匀的预烧结形状 | 实现最大密度和消除缺陷 |
| 成本/复杂性 | 成本较低,操作简单 | 成本较高,复杂且能耗高 |
需要帮助为您的实验室先进材料工作流程选择合适的等静压设备? KINTEK 专注于实验室设备和耗材,服务于实验室需求。我们的专家可以指导您找到最佳解决方案——无论您需要 CIP 进行高效的粉末成型,还是需要 HIP 进行最终部件的完善。立即联系我们,讨论我们的解决方案如何提高您的材料性能和制造效率!
图解指南