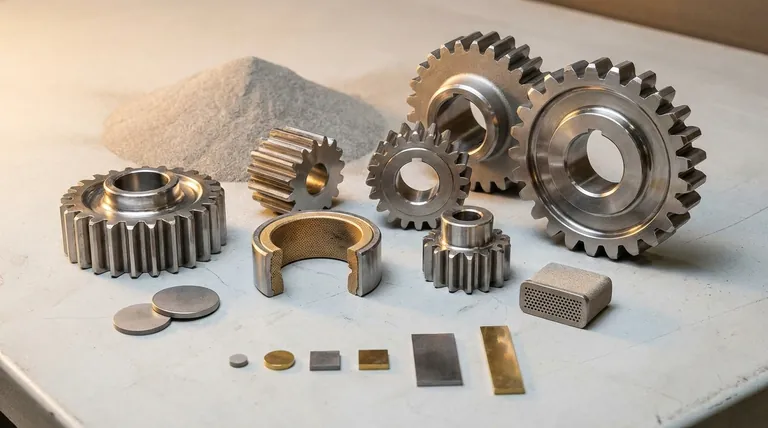
简而言之,烧结钢用于制造各种精密、近净形金属部件,这些部件需要独特的性能,例如可控孔隙率或特定的磁性能。它是汽车发动机和变速器、电机、自润滑轴承和专用过滤器零件的主要制造方法。
决定使用烧结钢并非是为了取代传统的钢材制造,而是为了利用一种独特的工艺。烧结工艺可以制造出具有特定特性的零件,这些特性通过熔化和铸造通常难以、昂贵或不可能实现,例如有意制造孔隙或无需二次加工的复杂形状。
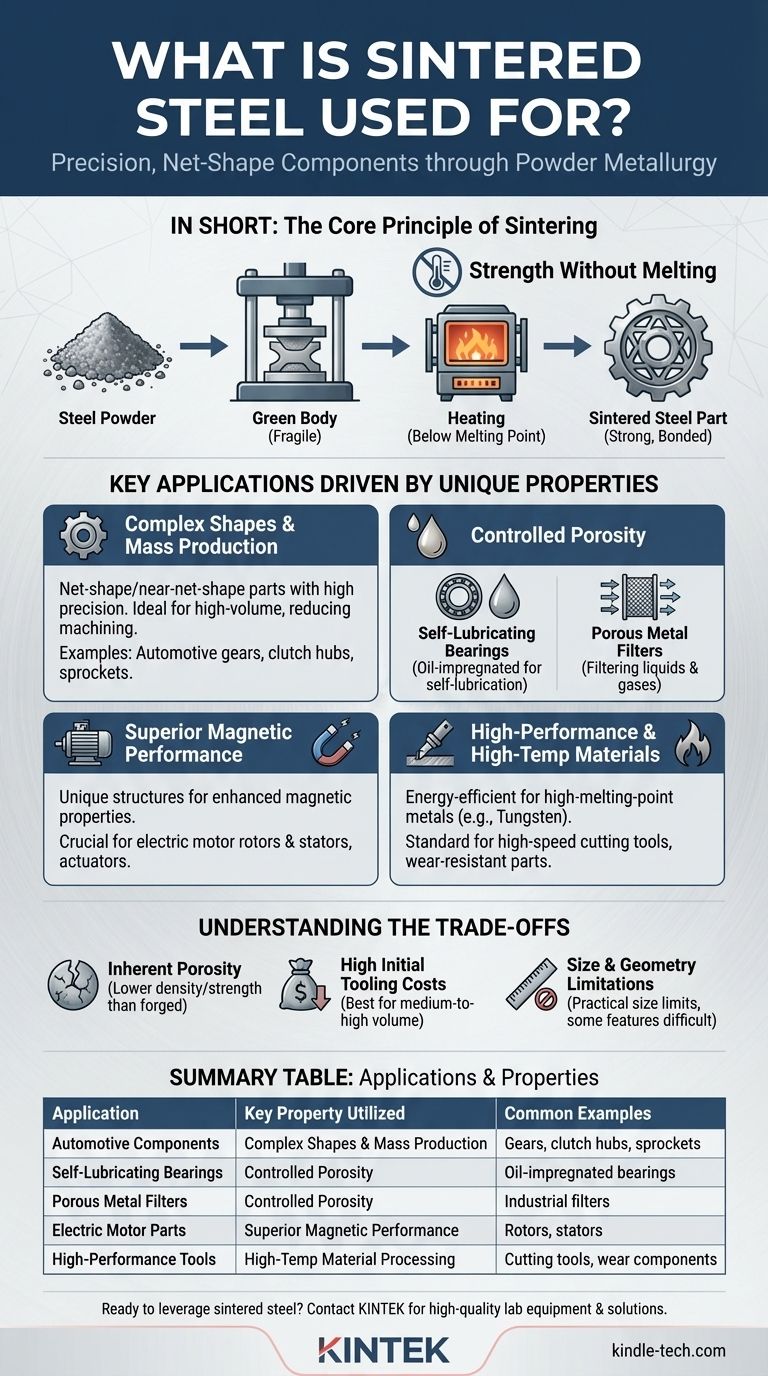
烧结的核心原理:不熔化也能获得强度
烧结是一种粉末冶金工艺。它通过加热和加压,在不将材料熔化成液态的情况下,从金属粉末中锻造出固体物体。这种根本性的差异是其所有独特优势的来源。
烧结如何工作
该过程首先将钢粉在模具中压缩,形成一个易碎的预成形零件,称为“生坯”或“压坯”。然后将该零件在受控气氛炉中加热至低于其熔点的温度。在此温度下,金属颗粒通过原子扩散熔合在一起,形成坚固的固体金属键和成品部件。
“生坯”的力量
在初始“生坯”状态下形成复杂形状的能力是使用烧结的主要驱动力。它使制造商能够生产近净形或准净形零件,这些零件几乎不需要后续加工。这大大减少了浪费和制造时间,特别是对于大批量生产。
由独特性能驱动的关键应用
烧结钢的用例并非随机;它们直接与该工艺相对于铸造或锻造等替代方案所提供的特定工程优势相关联。
用于复杂形状和大规模生产
烧结擅长生产具有高精度和可重复性的小型、复杂的结构零件。高昂的模具(模具和压机)初始成本被大批量生产中较低的单件成本所抵消。
这使其成为汽车行业中齿轮、离合器毂、链轮和发动机气门导管等部件的基石。
用于可控孔隙率
与完全致密的熔融金属不同,烧结可以精确控制零件的最终密度和孔隙率。这种特性以两种相反的方式被利用。
首先,它用于制造自润滑轴承。金属结构中特意保留孔隙,然后用油浸渍。在运行过程中,轴承会发热,油会流出,在需要的地方提供润滑。
其次,它用于生产多孔金属过滤器。相互连接的孔隙网络是零件的功能特征,用于各种工业应用中液体和气体的过滤。
用于卓越的磁性能
粉末冶金工艺可以制造出独特的合金和材料结构,从而提供增强的磁性能。烧结软磁材料对于现代电机和执行器中的转子和定子等高性能电磁部件至关重要。
用于高性能和高温材料
对于熔点极高的金属,如钨或钼(可与钢合金化),熔化它们需要极高的能量。烧结提供了一种更节能的途径来制造固体零件,使其成为高速切削工具和某些耐磨部件等应用的标准。
了解权衡
虽然功能强大,但烧结并非适用于所有钢部件的解决方案。它的优点伴随着特定的局限性,理解这些局限性至关重要。
固有孔隙率和强度
除非进行热等静压 (HIP) 等二次操作,否则烧结零件的密度通常低于锻造或轧制零件。这种残余孔隙率可能导致较低的抗拉强度和抗疲劳性,使其不适用于某些高应力应用。
高昂的初始模具成本
粉末压实所需的模具和压机代表着巨大的前期投资。这使得烧结最经济地适用于中高批量生产,其中模具成本可以在数千或数百万个零件上摊销。
尺寸和几何形状限制
通过烧结生产的零件尺寸存在实际限制。此外,某些几何特征,例如倒扣或垂直于压制方向的孔,可能难以或不可能直接形成,并且可能需要二次加工。
为您的部件做出正确选择
选择正确的制造工艺需要将您的主要目标与该技术的核心优势相结合。
- 如果您的主要重点是经济高效地大规模生产复杂的小零件:烧结是主要候选方案,特别是如果它可以消除昂贵的加工步骤。
- 如果您的主要重点是制造具有可控孔隙率的零件:烧结是制造自润滑轴承或专用金属过滤器的理想且通常是唯一的方法。
- 如果您的主要重点是专业的电磁性能:烧结软磁复合材料为电机定子和转子等部件提供卓越且更各向同性的性能。
- 如果您的主要重点是最大强度和抗疲劳性:您应该仔细比较烧结与锻造或棒料加工等替代方案,因为它们通常为关键结构部件提供卓越的机械性能。
通过理解这些核心原则,您可以自信地确定何时烧结不仅是一种替代方案,而且是您工程挑战的最佳解决方案。
总结表:
| 应用 | 利用的关键特性 | 常见示例 |
|---|---|---|
| 汽车零部件 | 复杂形状和大规模生产 | 齿轮、离合器毂、链轮、气门导管 |
| 自润滑轴承 | 可控孔隙率 | 用于机械的浸油轴承 |
| 多孔金属过滤器 | 可控孔隙率 | 用于液体和气体的工业过滤器 |
| 电机零件 | 卓越的磁性能 | 转子、定子、软磁复合材料 |
| 高性能工具 | 高温材料加工 | 切削工具、耐磨部件 |
准备好将烧结钢用于您的实验室或制造需求了吗? KINTEK 专注于提供先进材料加工(包括烧结应用)所需的高质量实验室设备和耗材。无论您是开发新组件还是优化生产流程,我们的专业知识都可以帮助您取得卓越成果。立即联系我们,讨论我们如何通过精密设备和专业解决方案支持您的特定要求。
图解指南