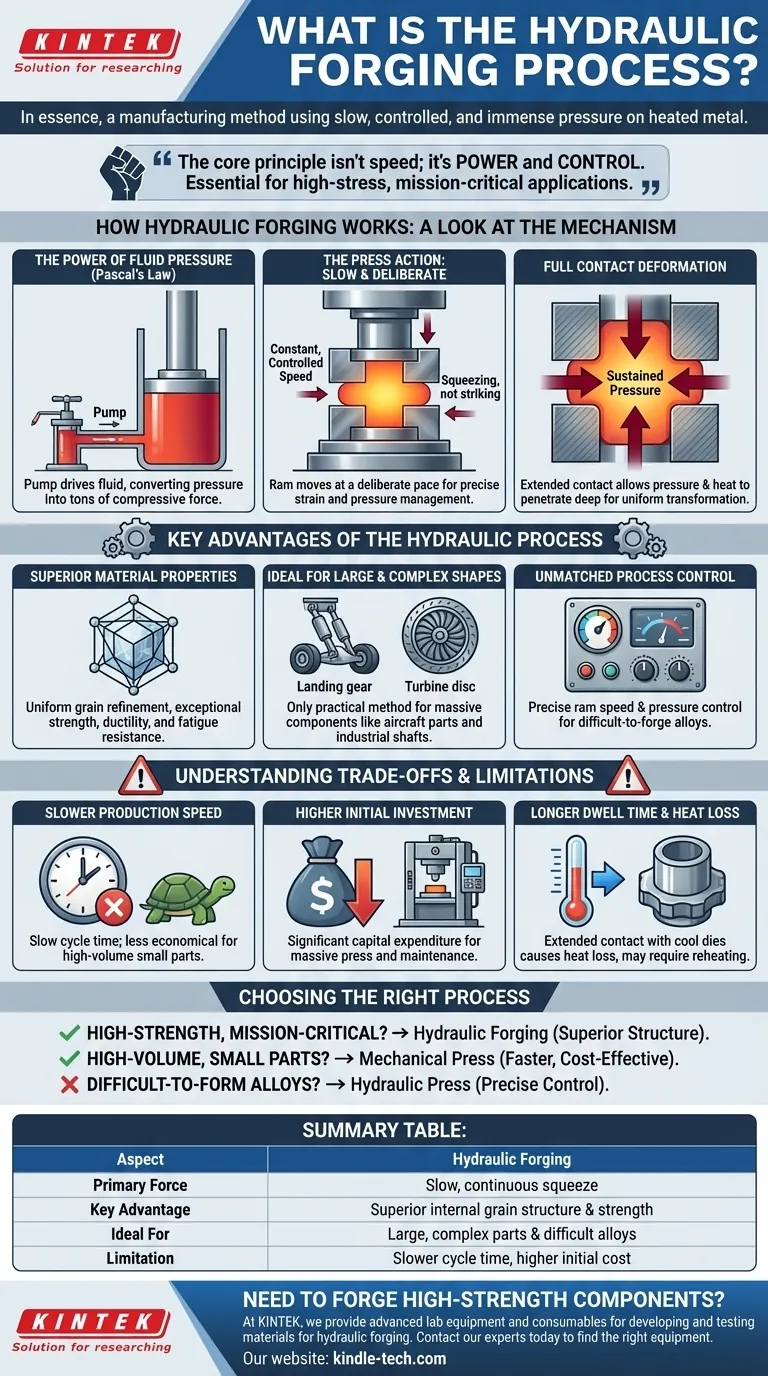
从本质上讲,液压锻造工艺是一种制造方法,它使用液压机对加热的金属工件施加缓慢、受控且巨大的压力。与依赖快速撞击的工艺不同,液压锻造是通过挤压金属,并将其保持在压力下,使其在两个模具之间成形。这种持续的力使材料能够完全流动并符合模具的形状。
液压锻造的核心原理不在于速度,而在于力量和控制。它擅长制造具有深层、均匀内部结构的非常大、复杂的部件,使其成为高应力、关键任务应用中不可或缺的一部分。
液压锻造的工作原理:机制探究
要了解为什么某些工作要选择液压锻造,我们必须首先看看其独特的机械原理。它的运作基础是受控的力施加,这与锤击或机械压力机的快速撞击有着根本的不同。
流体压力的力量
压力机使用帕斯卡定律产生巨大的力。泵将液压油推入一个大缸体,驱动一个巨大的活塞(柱塞)向下运动。该系统充当力倍增器,将流体压力转化为数吨的压缩力。
压力机动作:缓慢而审慎
液压压力机的一个决定性特征是其在整个行程中的恒定、受控的速度。柱塞以审慎的速度移动,挤压金属而不是撞击它。此动作是完全可编程的,允许操作员精确管理应变率和压力。
完全接触变形
由于压力在行程持续时间内保持不变,模具与工件保持完全接触。这种延长的接触时间使压力和热量能够深入渗透到材料的核心,确保完全均匀的转变。

液压工艺的关键优势
液压锻造的缓慢而强大的特性带来了明显的冶金和制造优势,这些优势是其他方法难以或无法实现的。
卓越的材料性能
缓慢的挤压会在工件的整个体积内(从表面到核心)产生均匀的晶粒细化。这带来了卓越的强度、改善的延展性和优越的抗疲劳性,因为它最大限度地减少了内部应力和空隙。
适用于大型和复杂形状
巨大且持续的力使其成为锻造巨大部件的唯一实用方法。这包括像飞机起落架、大型涡轮盘和工业轴这样重达数吨的部件。
无与伦比的过程控制
操作员可以精确控制柱塞的速度和压力。当处理难于锻造的材料(如高合金钢、钛和镍基高温合金)时,这种控制至关重要,因为这些材料在其他锻造方法的突然撞击下可能会开裂。
了解权衡和局限性
没有一种工艺适用于所有应用。液压锻造的优势伴随着明显的权衡,使其不适合某些类型的生产。
较慢的生产速度
主要缺点是其循环时间较慢。挤压动作的审慎性质意味着它无法与机械压力机或螺旋压力机的高速产出竞争,因此对于小零件的大批量生产来说,经济效益较低。
较高的初始投资
液压锻压机是庞大而复杂的机器。与更简单的机械压力机相比,它们代表着巨大的资本支出,包括初始成本和持续维护。
较长的停留时间和热量损失
热工件与相对较冷的模具之间延长的接触时间会导致显著的热量损失。这可能需要在锻造阶段之间对零件进行重新加热,从而增加整个过程的时间和成本。
为您的应用选择正确的锻造工艺
选择正确的锻造方法完全取决于材料、零件的尺寸和复杂性以及所需的产量。
- 如果您的主要重点是高强度、关键任务部件: 液压锻造是更优的选择,因为它能够产生均匀的内部晶粒结构和卓越的机械性能。
- 如果您的主要重点是小零件的高产量生产: 更快的机械压力机几乎总是更具成本效益和效率的解决方案。
- 如果您的主要重点是加工难以成形的合金: 液压压力机提供的精确的速度和压力控制通常是防止缺陷的技术必要条件。
了解这些基本权衡是选择确保最终性能和经济可行性的制造工艺的关键。
摘要表:
| 方面 | 液压锻造 |
|---|---|
| 主要作用力 | 缓慢、连续的挤压 |
| 关键优势 | 卓越的内部晶粒结构和强度 |
| 最适合 | 大型、复杂零件和难加工合金 |
| 局限性 | 循环时间较慢,初始成本较高 |
需要锻造高强度、关键任务部件吗?
在 KINTEK,我们专注于提供先进的实验室设备和耗材,这些是开发和测试用于液压锻造等苛刻应用材料所必需的。无论您是研究新合金还是确保质量控制,我们的解决方案都能帮助您实现该工艺所著称的卓越材料性能。
让我们讨论一下我们如何支持您实验室的具体需求。立即联系我们的专家,为您的项目找到合适的设备。
图解指南
相关产品
- XRF & KBR 压片机自动实验室液压机
- 手套箱用实验室液压压片机
- 实验室液压压片机,适用于XRF KBR FTIR实验室应用
- 带加热板的自动高温加热液压压机,用于实验室
- 实验室液压压片机 分体式电动实验室压片机



















