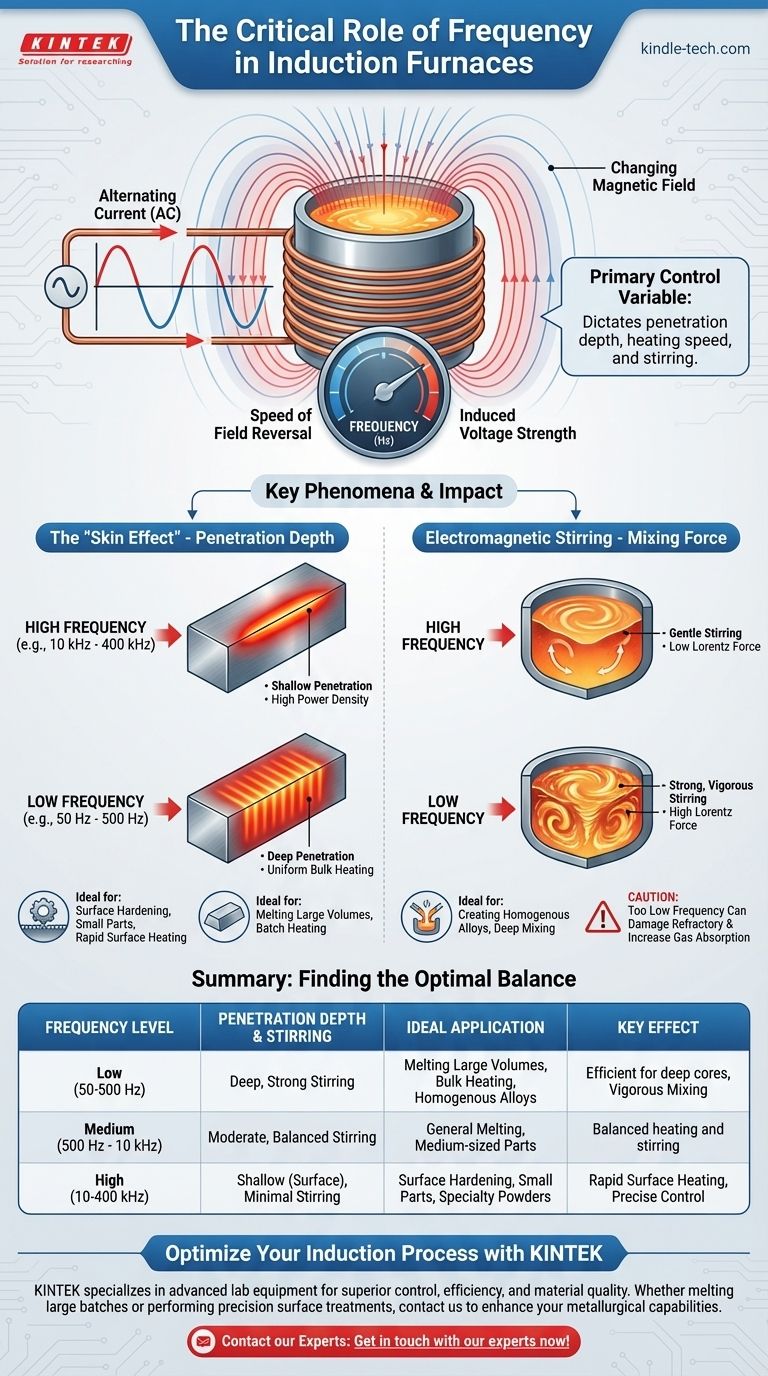
在感应加热中,频率是主要的控制变量。它决定了能量穿透金属的深度、加热过程的速度以及熔融金属的搅拌程度。虽然交流电本身产生热量,但该电流的频率决定了结果的精确性质和效率。
理解频率的作用是掌握感应炉的关键。它使您能够从简单的金属熔化转变为精确控制冶金过程,无论您需要加热大型铸锭的深层核心,还是仅加热小型零件的表面。
基本原理:频率如何驱动感应
要理解频率的作用,我们必须首先了解感应加热的核心机制。它是一个完全依赖于不断变化的磁场的过程。
创建变化的磁场
感应炉使用一个铜线圈,其中通过强大的交流电(AC)。这种电流的本质是快速改变方向。
这种振荡电流在线圈内部产生一个强大且快速波动的磁场,待熔化的金属(“炉料”)就放置在其中。
频率的作用
频率是电流及其磁场改变方向的速度,以赫兹(Hz)为单位测量。60 Hz 的频率意味着磁场每秒反转极性60次。
至关重要的是,正是磁场的这种变化在导电金属炉料本身内部感应出电流。根据法拉第电磁感应定律,更快的变化会产生更强的感应电压。
通过电阻感应热量
感应电流被称为涡流。当这些电流在金属中旋转时,它们会遇到材料固有的电阻。
这种电阻将涡流的电能直接转化为热量——这一原理被称为焦耳加热。这就是金属从内向外熔化的原因。

频率选择的关键影响
频率的选择并非随意;它对金属的加热方式有着直接而深远的影响。其中涉及两个主要的物理现象:趋肤效应和电磁搅拌。
“趋肤效应”:控制穿透深度
频率最重要的结果是趋肤效应。这一原理规定,交流电倾向于集中在导体的表面或“表层”。
较高的频率会导致更明显的趋肤效应,迫使涡流集中在表面非常薄的一层中。这非常适合表面硬化或快速熔化小直径零件。
较低的频率会减小趋肤效应,使磁场和由此产生的涡流更深入地穿透金属。这对于高效地将大量材料熔化至核心至关重要。
功率密度和加热速度
由于高频将能量集中在表面,它们在该小区域内产生非常高的功率密度。这使得表面加热极其迅速。
相反,较低的频率将能量更广泛地分布在炉料的整个体积中,导致功率密度较低,但整体加热更均匀。
电磁搅拌
强大的磁场还会对熔融金属施加物理力(洛伦兹力),使其移动和循环。这种电磁搅拌对于形成均匀的合金至关重要。
较低的频率产生更强的磁场,穿透更深,从而产生更剧烈和湍流的搅拌作用。较高的频率,集中在表面,产生的搅拌效果则温和得多。
理解权衡
没有单一的“最佳”频率。最佳选择总是取决于材料、炉料尺寸和所需结果之间的平衡。
效率与应用
使用高频熔化大块钢坯将非常低效。您只会加热表面,而核心长时间保持低温。
相反,对小零件使用非常低的频率同样低效,因为磁场可能穿透太深,以至于大部分能量穿过零件而没有感应出足够的电流。
搅拌:一把双刃剑
虽然搅拌对于合金化至关重要,但极低频率产生的强大作用力可能具有破坏性。它可能增加熔体对气体的吸收,甚至加速炉衬耐火材料的侵蚀。
必须选择合适的频率,以提供足够的混合,从而获得均匀的最终产品,同时避免损坏或引入杂质。
为您的目标做出正确选择
选择正确的频率是将感应物理学与您的特定冶金目标相匹配的问题。
- 如果您的主要目标是熔化大量废料或铸锭:使用低频(例如,50 Hz 至 500 Hz),以确保深层能量穿透和彻底、均匀的加热。
- 如果您的主要目标是表面硬化或热处理:使用高频(例如,10 kHz 至 400 kHz),将能量精确集中在表面层。
- 如果您的主要目标是熔化小零件或特种粉末:使用中高频,使其与零件尺寸匹配,以确保快速高效的能量传输。
- 如果您的主要目标是创建完美均匀的合金:选择足够低的频率以引起强烈的搅拌,但又足够高以避免损坏炉衬。
通过理解频率,您可以精确控制整个感应加热和熔化过程。
总结表:
| 频率级别 | 穿透深度 | 理想应用 | 关键效应 |
|---|---|---|---|
| 低(50-500 Hz) | 深 | 熔化大体积、整体加热 | 强电磁搅拌 |
| 中(500 Hz - 10 kHz) | 适中 | 一般熔化、中型零件 | 平衡加热和搅拌 |
| 高(10-400 kHz) | 浅(表面) | 表面硬化、小零件 | 快速表面加热、最小搅拌 |
准备好优化您的感应熔化过程了吗?
在 KINTEK,我们专注于提供先进的实验室设备和耗材,以满足您的特定冶金需求。无论您是熔化大批量材料还是进行精密表面处理,我们在感应炉技术方面的专业知识都能确保您实现卓越的控制、效率和材料质量。
立即联系我们,讨论我们的解决方案如何增强您实验室的能力并提供您所需的精确结果。
图解指南