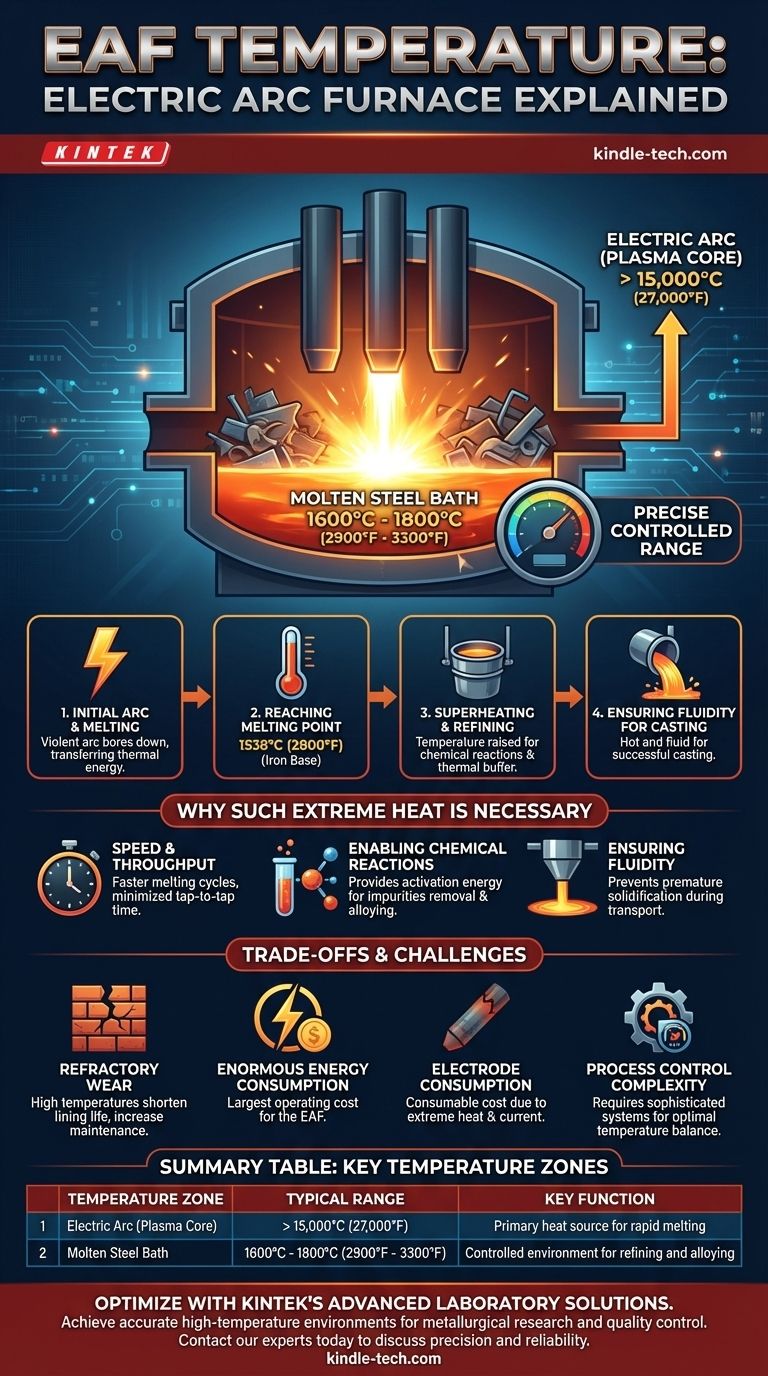
在电弧炉(EAF)中,钢水浴的温度被精确控制在1600°C至1800°C(2900°F至3300°F)的范围内。这显著高于钢的熔点,从而能够进行关键的精炼和合金化过程。产生这种热量的电弧本身要热得多,其等离子体核心的温度可以超过15,000°C(27,000°F)。
了解电弧炉中的温度并非一个单一的数字。它关乎识别电弧巨大的局部热量与精心管理的钢水浴温度之间的差异,后者是高效生产优质钢材的关键变量。
钢水之旅
电弧炉内部的过程是一个精心控制的、由强烈加热和冶金精炼组成的序列。温度是推动每个阶段进行的主要工具。
初始电弧和熔化
过程始于三根巨大的石墨电极被放入装满废金属的炉中。强大的电流通过它们,在电极和废料之间产生一道明亮而剧烈的电弧。这道电弧,就像一道被限制的闪电,立即开始向下钻,传递巨大的热能并熔化金属。
达到熔点
纯铁的基准熔点约为1538°C(2800°F)。电弧炉不仅必须达到这个温度,而且要显著超过它,以确保所有废料完全液化,并为钢材的后续步骤做好准备。
钢水过热和精炼
一旦形成熔池,即钢水浴,目标就从简单的熔化转向精炼。温度被刻意进一步升高,这个过程被称为过热。这种更高的温度至关重要,原因有二:它加速了去除磷和硫等杂质所需的化学反应,并提供了在后续运输和浇铸过程中保持钢水熔融所需的热缓冲。

为何需要如此极端的温度
远高于钢熔点运行是现代炼钢需求驱动的有意策略。高温不仅仅是副产品;它是该过程的基本要求。
速度和吞吐量
更高的温度直接转化为更快的熔化周期。在高产量环境中,最大限度地缩短“出钢到出钢”时间(即一个炼钢周期的总持续时间)对于经济可行性至关重要。强烈的热量可以快速完成工作。
促进化学反应
许多重要的精炼反应是吸热的,这意味着它们需要能量输入才能进行。电弧炉内的高温提供了必要的活化能,以去除不需要的元素并将合金溶解到熔池中,确保最终产品符合精确的化学规格。
确保浇铸的流动性
完成的钢水必须从炉中出钢,并用钢包运输到连铸机。在此期间,它会自然地损失热量。初始的过热确保钢水保持足够的热度和流动性,以便成功浇铸而不会过早凝固。
理解权衡和挑战
管理这些极端温度带来了一系列重大的操作挑战和经济权衡。
耐火材料磨损
炉子的内衬由耐热的耐火材料砖制成,不断受到强烈热量和化学反应的侵蚀。更高的操作温度会大大缩短这种内衬的使用寿命,这代表着主要的维护成本和停机时间来源。
巨大的能源消耗
产生和维持如此规模的电弧需要大量的电力。能源通常是电弧炉最大的运营成本,因此温度控制和高效加热策略至关重要。
电极消耗
石墨电极并非永久性的。它们在过程中由于极端温度和高电流而缓慢消耗。这种消耗是必须仔细管理的直接运营成本。
过程控制复杂性
目标不仅仅是最大热量,而是最佳热量。过热会浪费电力并损坏炉子,而欠热可能导致钢批次失败,出现错误的成分或浇铸问题。这需要复杂的传感器系统和自动化过程控制,以将钢水浴保持在精确的温度窗口内。
温度告诉我们什么
选择正确的视角来观察电弧炉温度是理解其在炼钢过程中功能的关键。
- 如果您的主要关注点是物理学:关键是等离子电弧本身,它可以超过15,000°C,并作为极其高效的局部热源。
- 如果您的主要关注点是冶金学:关键温度是钢水浴的温度,通常控制在1600°C至1800°C之间,以实现精炼并获得最终化学成分。
- 如果您的主要关注点是运营效率:核心挑战是平衡对高过热(为了速度和质量)的需求与能源消耗和耐火材料磨损的直接成本。
最终,温度是电弧炉操作员用来控制炼钢速度、质量和成本的主要杠杆。
总结表:
| 温度区域 | 典型范围 | 主要功能 |
|---|---|---|
| 电弧(等离子体核心) | > 15,000°C (27,000°F) | 快速熔化的主要热源 |
| 钢水浴 | 1600°C - 1800°C (2900°F - 3300°F) | 精炼和合金化的受控环境 |
利用 KINTEK 的先进实验室解决方案优化您的冶金工艺。
了解精确的温度控制是高效炼钢和材料测试的基础。在 KINTEK,我们专注于提供高性能实验室设备,包括炉子和温度控制系统,旨在满足冶金研究和质量控制的严格要求。
我们的产品帮助您:
- 实现准确且一致的高温环境
- 提高工艺效率和可重复性
- 通过可靠的性能降低运营成本
无论您是从事钢铁生产、材料开发还是工业研究,KINTEK 都拥有专业知识和设备来支持您的目标。
立即联系我们的专家,讨论我们的解决方案如何为您的高温应用带来精度和可靠性。
图解指南