钎焊条的熔点完全取决于其具体的合金成分。 根据定义,钎焊过程使用的填充金属熔点高于 450°C (842°F),但低于被连接母材的熔点。因此,没有单一的温度;银基焊条的熔点与铜磷或铝硅焊条的熔点不同。
钎焊的核心原则是受控的温度层次:焊剂必须首先熔化以清洁接头,然后是填充金属(焊条),同时保持母材固态。成功的钎焊取决于对这一顺序的理解,而不仅仅是单一的熔点。
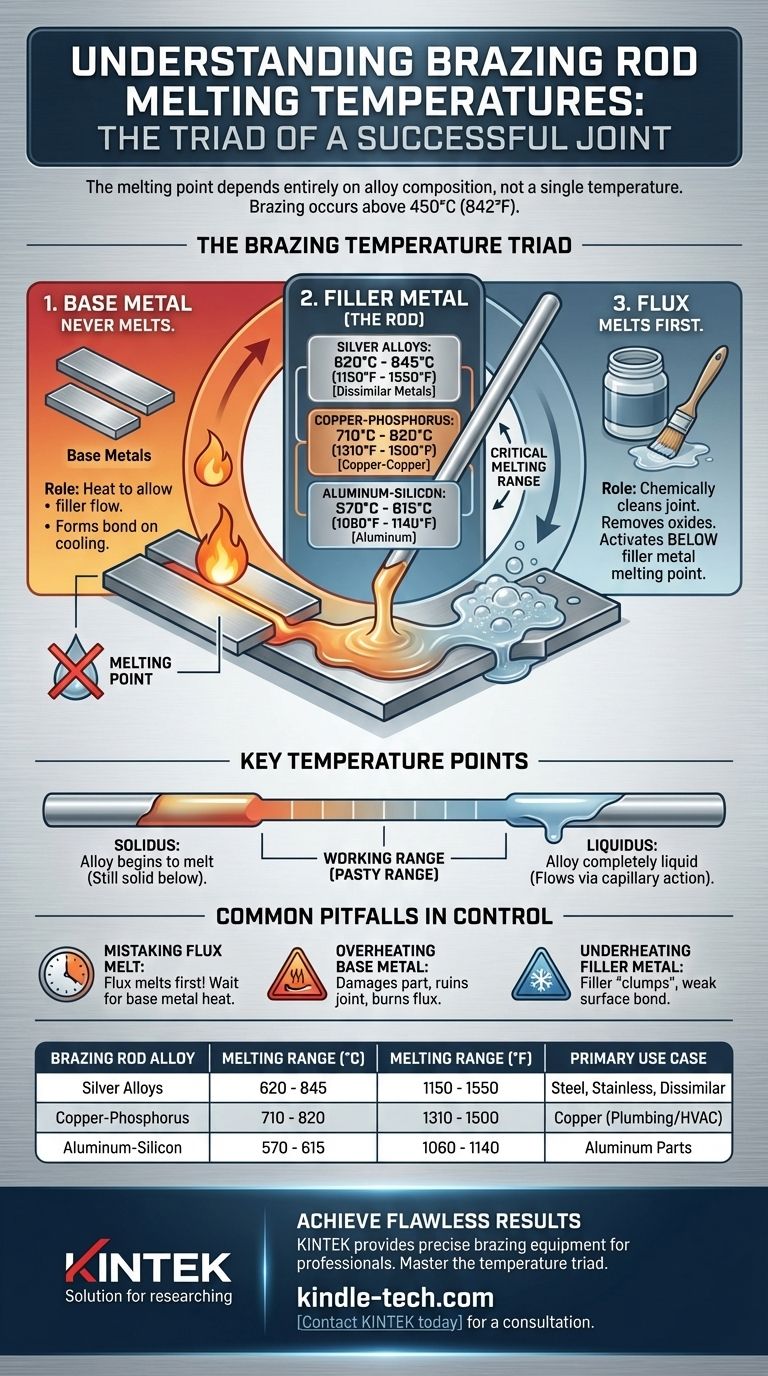
钎焊温度三要素
一个坚固的钎焊接头是由三个关键元素相互作用形成的,每个元素都与温度相关联,扮演着独特的角色。这个过程是一个序列,而不是一个单一的事件。
母材的作用
母材是您打算连接的工件。在钎焊中,母材绝不应达到其熔点。
它们的作用是加热到足够的温度,使熔化的填充金属通过毛细作用流入接头,并在冷却后形成坚固的冶金结合。
填充金属(钎焊条)
这就是钎焊条本身。它的熔化范围是最关键的因素,并且因类型而异。
- 银合金: 常用作连接钢和铜等异种金属的选择。熔化范围通常在 620°C 到 845°C (1150°F 到 1550°F) 之间。
- 铜磷合金: 常用于无需焊剂的铜与铜连接。它们在 710°C 到 820°C (1310°F 到 1500°F) 的范围内熔化。
- 铝硅合金: 专门用于钎焊铝。这些合金的熔化范围较低,大约在 570°C 到 615°C (1060°F 到 1140°F),略低于铝的熔点。
焊剂的功能
焊剂是一种化学清洁剂。它的作用是清除母材表面的氧化物,以便填充金属能够正确结合。
至关重要的是,焊剂被设计为在低于填充金属熔点的温度下熔化并变得活跃。 您提到的温度,565-572°C (1049-1062°F),是钎焊焊剂的典型熔化范围,而不是钎焊条本身的熔化范围。

需要理解的关键温度点
当您查看钎焊条的技术数据表时,会看到列出两个温度。理解这两个温度对于正确的操作技术至关重要。
“固相线”温度
这是合金开始熔化的温度。低于此点,填充金属完全是固态的。
“液相线”温度
这是合金完全变为液态的温度。只有在此温度或更高温度下,填充金属才能通过毛细作用正确流入接头。
为什么工作范围很重要
固相线和液相线之间的温度差是合金的“工作范围”或“糊状范围”。间隙较小的合金会迅速从固态转变为液态,这对于紧密配合的接头是理想的。较宽的间隙则允许更多时间在填充金属完全凝固之前将其填充到较大的接头中。
温度控制中的常见误区
达到正确的温度是钎焊中最常见的挑战。对过程的误解会导致接头失效。
将焊剂熔化误认为钎焊温度
最常见的错误是看到焊剂熔化并冒泡后,立即施加钎焊条。此时母材尚未达到足够的热度,无法使填充金属正确流动。焊剂熔化仅仅是表明接头正在接近正确的钎焊温度的指示。
母材过热
长时间施加过多的热量会损坏或使母材变形。在极端情况下,您可能会熔化工件,这会毁坏接头和零件。它还会烧掉焊剂,使接头失去氧化保护。
填充金属加热不足
如果在引入焊条时母材不够热,填充金属会“结块”并无法流入接头。这会导致形成一个脆弱、不可靠的结合,它停留在表面而不是渗透到间隙中。
根据目标选择合适的焊条
正确的焊条和温度取决于您要连接的材料。
- 如果您的主要目标是连接用于管道或暖通空调的铜管: 请使用铜磷焊条。这些焊条经济实惠,并且在铜上具有自熔性,简化了操作过程。
- 如果您的主要目标是连接钢、不锈钢或异种金属: 银基钎焊合金是用途最广、最可靠的选择,因为它强度高且熔点较低。
- 如果您的主要目标是连接铝部件: 您必须使用专门的铝硅填充合金及其相应的焊剂,因为温度窗口非常窄。
最终,成功的钎焊是通过均匀加热母材,让工件的热量(而不是火焰)熔化填充焊条来实现的。
总结表格:
| 钎焊条合金 | 常见熔化范围 (°C) | 常见熔化范围 (°F) | 主要用途 |
|---|---|---|---|
| 银合金 | 620°C - 845°C | 1150°F - 1550°F | 连接钢、不锈钢、异种金属 |
| 铜磷合金 | 710°C - 820°C | 1310°F - 1500°F | 铜与铜连接(常用于管道/暖通空调) |
| 铝硅合金 | 570°C - 615°C | 1060°F - 1140°F | 连接铝部件 |
使用合适的设备实现完美的钎焊效果
了解钎焊条的精确熔点只是成功的一半。持续、高质量的接头需要可靠且精确的加热设备。
KINTEK 专注于实验室和车间设备,包括专为追求精确度的专业人士设计的钎焊炬和温度控制系统。我们提供您掌握温度三要素所需的工具——确保您的焊剂、填充金属和母材完美互动,每次都能形成坚固耐用的结合。
让我们帮助您提升钎焊工艺。 无论您从事暖通空调、管道还是专业金属制造,我们的专业知识都能确保您拥有适合特定合金和应用的正确设备。
立即联系 KINTEL,咨询适合您的车间或实验室需求的理想钎焊解决方案。
图解指南