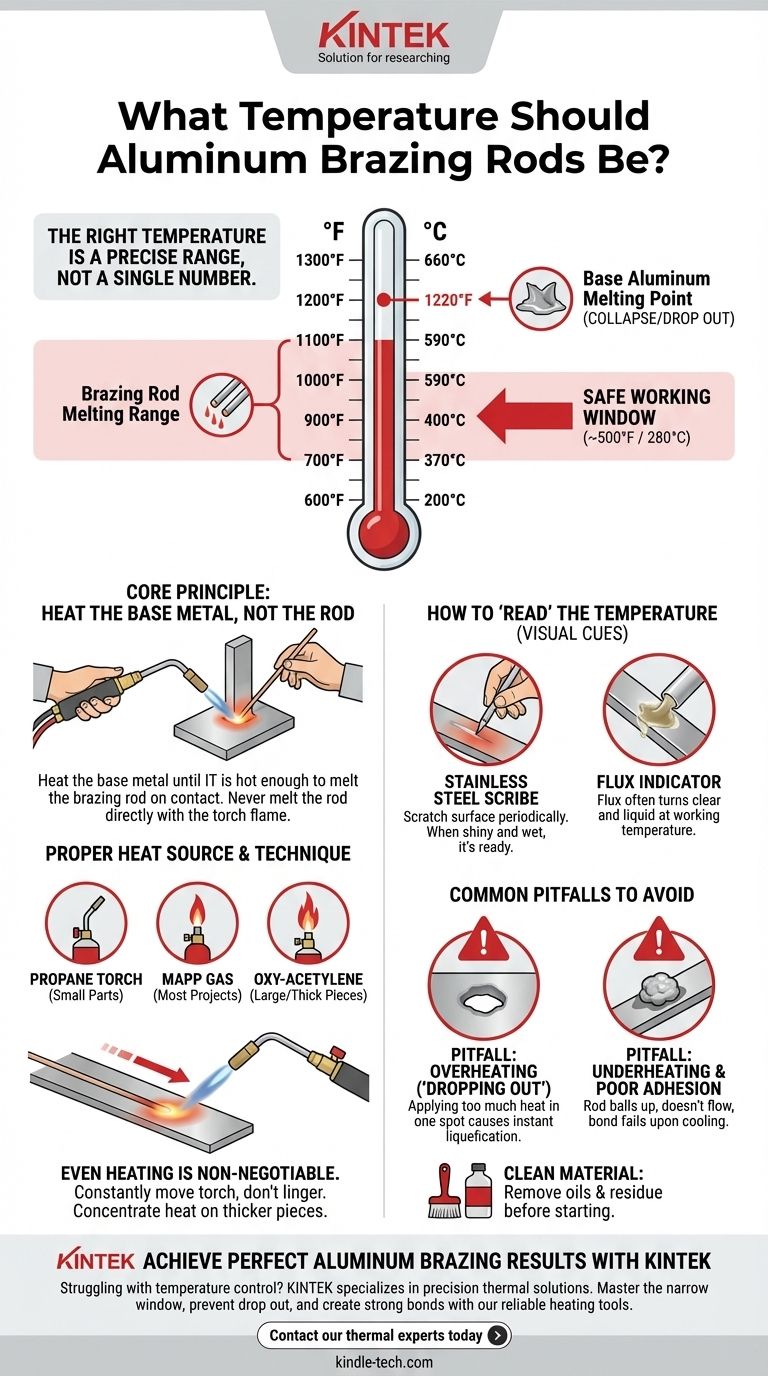
铝钎焊的正确温度是一个精确的范围,而不是一个单一的数字。大多数铝钎焊或焊条在700°F到1100°F(370°C到590°C)之间熔化。然而,成功的真正关键是将铝母材加热到这个工作温度,因为铝本身会在1220°F(660°C)左右熔化并塌陷,这使得容错窗口极其狭窄。
铝钎焊的核心原理是:您必须加热母材,直到它足够热,能够接触熔化钎焊条。切勿直接用焊枪熔化焊条。这种根本性的区别将牢固、永久的连接与薄弱、失败的尝试区分开来。
为什么温度控制至关重要
成功钎焊铝材与您使用的工具关系不大,而与您控制热量的能力关系更大。与钢材相比,铝材的特性使得这一过程独具挑战性。
关键温度窗口
钎焊条熔点(例如730°F)与母材熔点(1220°F)之间的间隙是您的整个工作范围。
与钢材不同,铝材在接近熔点时不会发出红光来警告您。它会保持其外观,直到突然“塌陷”或在几乎没有警告的情况下液化。
加热母材,而不是焊条
目标是使用焊枪将铝部件——即工件——加热到焊条的流动温度。
当母材足够热时,您只需将焊条接触到接头。金属的热量会立即熔化焊条,使其通过毛细作用深入接头,形成牢固的连接。用焊枪火焰熔化焊条会导致它在表面形成球状,没有附着力。
如何“读取”温度
在没有工业设备的情况下,您必须依靠视觉和物理线索来判断温度。
一种常见且有效的技术是使用不锈钢划线器或刷子。当您加热接头时,定期刮擦表面。当金属足够热以分解表面氧化层时,刮痕会显得有光泽和湿润。这就是铝材准备好接受钎焊条的信号。

热源和技术的作用
适当的温度管理需要正确的工具和正确的应用方法。
选择您的焊枪
对于非常小或薄的部件,简单的丙烷焊枪可能就足够了。
然而,对于大多数项目,您需要一个能提供更多热量的焊枪,例如MAPP气体焊枪。对于较大或较厚的工件,通常需要使用氧乙炔焊枪,并使用中性或轻微碳化火焰,以快速均匀地加热整个接头区域。
均匀加热是不可协商的
您必须不断地将焊枪移动到整个接头区域。在一个点停留会导致该区域过热并熔化,远早于周围金属达到所需温度。
如果连接不同厚度的部件,请将大部分热量集中在较厚的部件上,让其热量传导到较薄的部件上。
助焊剂的作用
铝材会立即形成一层坚韧、透明的氧化层,阻止钎焊合金粘合。助焊剂,无论是单独施加还是作为焊条内的芯材,都是一种化学剂,旨在钎焊温度下去除这种氧化层。
观察助焊剂也可以作为温度指示器。当母材达到正确的工作温度时,它通常会变得清澈并液化。
要避免的常见陷阱
了解可能出现的问题对于正确操作至关重要。这个过程对准备或热量控制中的错误是毫不留情的。
陷阱:过热和“塌陷”
这是最常见的失败。在一个点施加过多的热量会导致铝材液化并立即形成一个孔洞。始终保持火焰移动并加热大面积区域。
陷阱:加热不足和附着力差
如果母材太冷,焊条就不会流动。它要么无法熔化,要么会因直接火焰而熔化并结块在表面。这不会形成任何连接,材料冷却后会简单地脱落。
陷阱:脏污或未准备好的材料
钎焊在脏污的铝材上会失败。在开始之前,必须用专用的不锈钢刷(切勿使用用于钢材的刷子)机械清洁接头,并用丙酮等溶剂擦拭以去除所有油污和残留物。
成功的实用清单
使用这些指南将您的技术与您的具体目标相匹配。
- 如果您正在修复薄材料(如管材或板材):使用较低温度的焊条和更柔和、更宽的火焰,轻轻加热该区域,避免烧穿金属。
- 如果您正在连接厚薄不同的部件:将80%的热量集中在较厚的部件上,让其热量传导到较薄的部件上,以使整个接头均匀达到温度。
- 如果您的焊条没有流入接头:您的母材不够热。移开焊条,以宽泛的模式对工件施加更多热量,然后重试。
- 如果您在铝材中造成一个孔洞:您已使母材过热。立即停止,移开焊枪,并让工件完全冷却后再评估损坏情况。
掌握温度控制是将铝钎焊从令人沮丧的赌博转变为可靠技能的关键。
总结表:
| 关键温度参数 | 值 |
|---|---|
| 钎焊条熔点 | 700°F - 1100°F (370°C - 590°C) |
| 铝母材熔点 | 1220°F (660°C) |
| 安全工作窗口 | 约500°F (280°C) |
| 关键技术 | 加热母材,而不是焊条 |
使用 KINTEK 实现完美的铝钎焊效果
还在为铝钎焊的温度控制而苦恼吗?KINTEK 专注于精密实验室设备和热解决方案,帮助技术人员和制造商保持精确的温度参数,以实现完美的金属连接。我们可靠的加热工具和专家支持确保您在焊条熔化和母材失效之间狭窄的 500°F 窗口内工作。
我们帮助您:
- 通过精确的温度管理防止母材“塌陷”
- 通过适当的热量应用创建牢固、永久的连接
- 掌握视觉温度线索以获得一致的结果
准备好将您的铝钎焊从令人沮丧变为可靠吗? 立即联系我们的热学专家,获取根据您的具体项目需求量身定制的设备解决方案和技术指导。
图解指南