强度的隐形敌人
一位工程师检查一个新烧结的陶瓷部件,却发现了一道细微的裂缝。材料是完美的,温度是精确的。那么,哪里出了错?
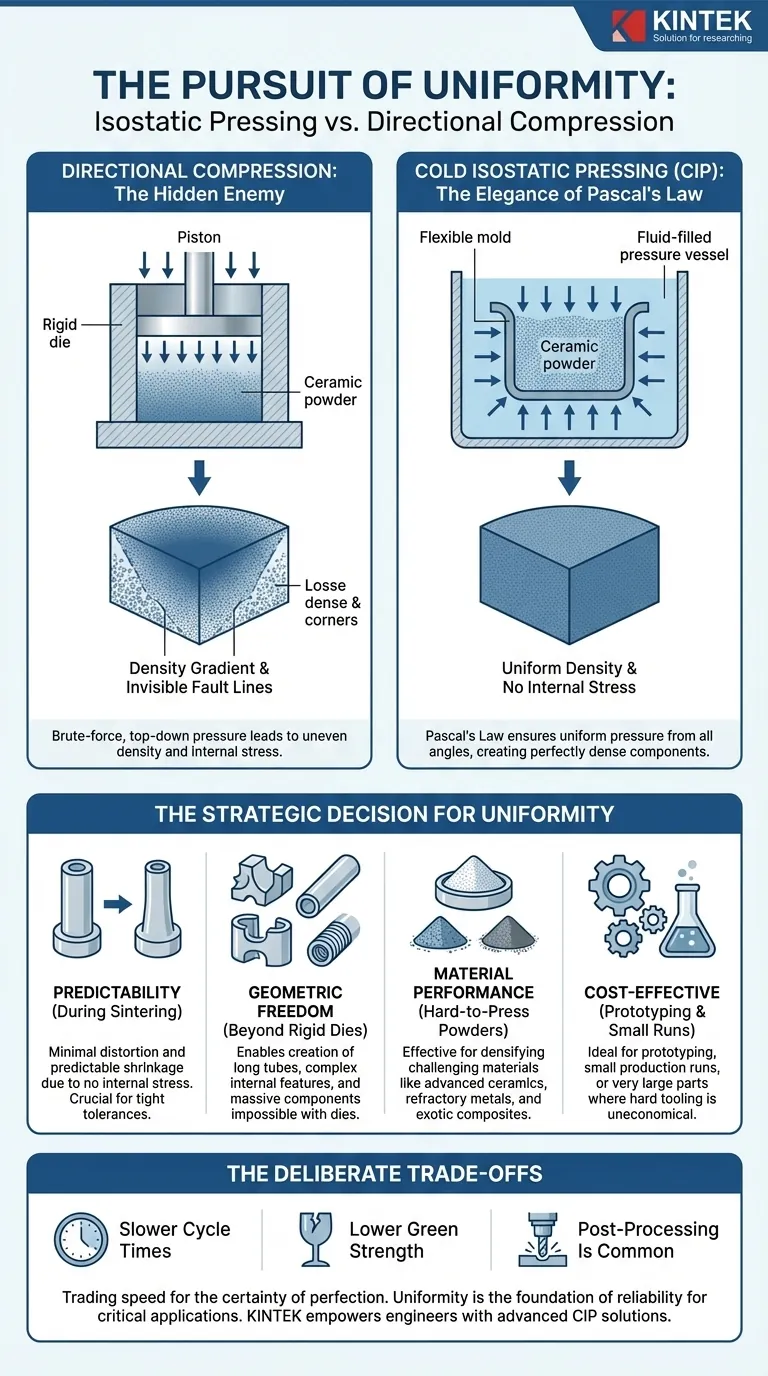
失败并非发生在最后一步,而是发生在第一步。该部件是其自身内部应力的牺牲品——一种源于简单、直观但最终不完美的制造方法:定向压力的隐藏缺陷。
我们有一种追求直接行动的心理偏见。要使某物更致密,我们就按压它。但像传统的机械模具一样,自上而下地按压是一种粗暴的方法。它会产生密度梯度,在压力分布不均的地方留下看不见的断层线。这些是未来失败的种子。
超越单一方向的思考
传统压制就像只按压面粉袋的顶部来打包。中心变得致密,但侧面和角落却保持松散。对于一块简单的砖头来说,这可能无关紧要。但对于高性能的涡轮叶片或医疗植入物来说,这是一个灾难性的缺陷。
这正是需要深刻思维转变的地方,一种利用物理学基本原理的思维转变。
帕斯卡定律的精妙之处
冷等静压(CIP)不仅仅是另一种制造技术;它是一种不同的力学理念。它放弃了锤子,拥抱了包容。
该工艺是帕斯卡定律的一个精妙应用:施加于密闭流体的压力,会相等且无损地传递到所有表面。
- 将粉末密封在柔性的弹性模具中。
- 将模具浸入充满流体的压力容器中。
- 对流体加压,从所有可能的角度同时对模具施加巨大的、完全均匀的压力。
结果是一个“生坯”压坯,其中每个颗粒都受到了与其邻近颗粒完全相同的压缩力。没有梯度,没有内部应力线,没有隐藏的弱点。只有均匀性。
追求均匀性的战略决策
选择 CIP 是一个有意识的决定,优先考虑最终的完整性而非单纯的速度。它是针对一类特定问题的解决方案,在这些问题中,“足够好”是不够的。
在混乱过程中实现可预测性
均匀致密的生坯部件最大的优势在于其烧结过程中的表现。它会以可预测的方式收缩。
由于没有内部应力需要释放,部件能够以最小的变形保持其预期的几何形状。对于最终公差以微米计量的航空航天、医疗和电子部件来说,这种控制水平是不可谈判的。
用于抵抗刚性模具的形状
静水压力使设计摆脱了直线和简单腔体的限制。它允许制造出传统工具无法实现的部件:
- 细长管材: 具有高长径比,在单轴压力下会屈曲或开裂。
- 复杂的内部特征: 包括刚性模具无法形成的螺纹、倒扣和锥度。
- 大型部件: 大型钢制模具的成本和复杂性将是天文数字。
用于不容妥协的材料
先进陶瓷、难熔金属和异种复合材料不易压实。它们抵抗常规力。CIP 提供了使这些难加工材料致密化成粘结、可用形态所需的压倒性、全方位的压力。
权衡取舍
对完美的追求需要耐心。CIP 并非高产量制造的通用替代品。
- 较慢的循环时间: 这是一个批处理过程。装载、密封、加压和卸载的步骤比每秒冲压出零件的自动化压机花费的时间要长。
- 较低的生坯强度: 产生的生坯通常很脆弱,在最终烧结将它们熔合成立体最终部件之前,必须小心处理。
- 后处理常见: 能够实现复杂形状的柔性模具无法提供与硬模具相同的锋利精度。对生坯进行机械加工通常是实现最严格公差的必要步骤。
这不是系统中的缺陷。这是完整性的代价。你牺牲速度来换取在部件进入窑炉前尽可能接近完美的确定性。
决策框架
何时应指定冷等静压?考虑您设计的首要驱动因素。
| 如果您的首要任务是... | 那么 CIP 是以下情况的选择... |
|---|---|
| 最终部件的完整性 | 最小化变形,确保烧结过程中均匀、可预测的收缩。 |
| 几何自由度 | 具有复杂内部特征、长长宽比或刚性模具无法实现的形状的部件。 |
| 材料性能 | 压实难压粉末,如先进陶瓷、难熔金属和复合材料。 |
| 经济高效的研发 | 原型制作、小批量生产或大型部件,其中硬质工装不经济。 |
选择使用 CIP 是对您重视的价值的声明。这是致力于消除导致失败的不可见变量的承诺。在 KINTEK,我们提供先进的实验室规模和生产 CIP 设备,使工程师和研究人员能够实现这种材料的完美水平。我们深知,对于最关键的应用,均匀性不是一个特性——它是可靠性的基础。
如果您的工作需要具有不容妥协的完整性和复杂几何形状的部件,我们可以帮助您指定正确的解决方案。联系我们的专家
图解指南