
冷等静压描述
冷等静压(CIP)的定义和流程
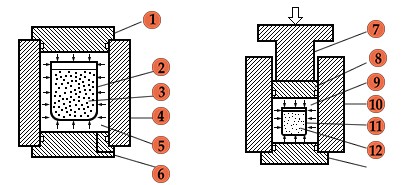
冷等静压(CIP) 是一种将粉末封闭在弹性体模具中进行压制的材料加工方法。该工艺基于帕斯卡定律,即施加在封闭流体中的压力会在整个流体中向各个方向传递,其大小不会发生任何变化。
在 CIP 中,使用弹性体模具是因为它的变形阻力小。将粉末封闭在模具中,然后均匀地向模具施加液体压力,对其进行压缩。这样就形成了高度致密的固体。CIP 可用于各种材料,如塑料、石墨、粉末冶金、陶瓷和溅射靶材。
CIP 在医疗、航空航天和汽车等各行业中的应用
CIP 在不同行业有着广泛的应用。
在医疗行业,CIP 用于生产医疗应用部件。该工艺有助于减少变形、提高精度,并将夹气和空隙的风险降至最低。使用 CIP 生产的部件可用于医疗设备和植入物。
在航空航天工业中,CIP 用于将粉末成型和压制成飞机和航天器中使用的部件。这种方法可确保部件在烧制时具有很高的完整性,很少出现变形或开裂。CIP 尤其适用于体积过大,无法用其他方法压制,但对烧结状态精度要求不高的部件。

在汽车行业,CIP 被用于生产各种部件。该工艺有助于实现均匀的粉末密度,从而生产出高质量的部件。CIP 可用于生产发动机部件、变速箱部件和悬挂部件等。
总之,冷等静压(CIP)是将粉末成型和压制成不同尺寸和形状的部件的重要方法。它在医疗、航空航天和汽车等行业的应用凸显了其在制造过程中的多功能性和重要性。
单轴压力机与冷等静压机的比较
单轴压力机和冷等静压机在工艺和应用上的区别
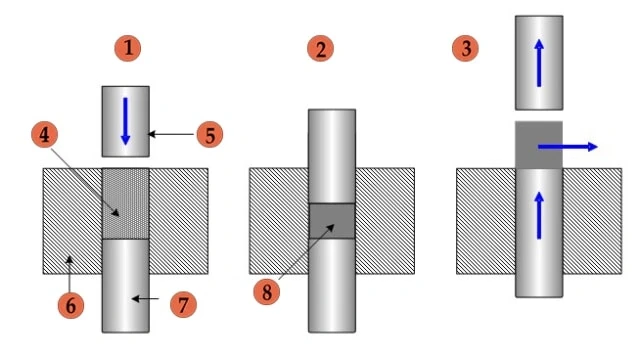
单轴压制和冷等静压(CIP)都是压制粉末样品的方法。单轴压制是沿一条轴线施力,通常是向上或向下。它用于压制具有固定尺寸的简单形状,如圆柱体或正方形。单轴压制需要模具和液压机,因此成本相对较低。但它也有局限性。首先,它适用于长宽比短的样品,因为靠近压制表面的粉末比远离压制表面的粉末更容易被压实。其次,它只能用于形状简单的样品。
另一方面,CIP(又称冷等静压)在粉末要求和一般工艺步骤方面与单轴压制相似。不过,两者之间也有明显的区别。在 CIP 中,压实是在流体静力学条件下进行的,这意味着压力在各个方向上的传递是均等的。这就减少或消除了模壁摩擦。此外,CIP 使用弹性模具而不是刚性模具。粉末装入弹性模具,密封,然后通过压力容器中的液体施加压力。值得注意的是,CIP 有别于高温等静压(HIP)。
单轴压制的局限性
单轴压制更适用于小形状和高生产率。由于模壁摩擦,可能会出现密度不均匀的情况,特别是高宽比(大于 3:1)。因此,它可能不适合实现均匀特性和形状控制。
CIP 的优点和局限性
CIP 与单轴压制相比速度较慢,但在形状和尺寸方面具有更大的通用性。它可用于生产小型或大型、简单或复杂的形状。CIP 实现的均匀生坯密度使烧结过程中的收缩更加均匀,这对良好的形状控制和均匀的性能至关重要。与单轴压制不同,CIP 不需要蜡粘合剂,因此无需脱蜡操作。
CIP 采用低成本的弹性体模具,但只有在高精度钢芯轴上压制的表面才能获得接近的公差。与弹性体模具接触的表面可能需要进行后加工,以获得严格的公差和良好的表面光洁度。
等静压方法比较

将单轴压制与 CIP 进行比较,CIP 的优势显而易见:
- 产品性能更均匀,同质性更高,成品尺寸控制更精确。
- 成品的形状和尺寸更灵活。
- 长径比更长,可生产细长颗粒。
- 提高粉末的压实度,从而增强致密性。
- 能够加工不同特性和形状的材料。
- 缩短生产周期,提高生产率。
在 CIP 中,样品可以通过单轴压制预成型,也可以放置在几乎可以加工成任何形状的柔性模具中。然后将样品放入液压流体室,并施加高压。与单轴压制相比,这种来自各个方向的均匀压力可实现更高的压实度,因此适合生产大型样品。CIP 的优点在于它能够生产出密度和形状一致的复杂样品。但需要注意的是,由于需要设备和材料,CIP 与单轴压制相比是一种更昂贵的工艺。
冷等静压成型与单轴压力成型的主要优势
CIP 的均匀性和精确性
在均匀性和精度方面,冷等静压成型 (CIP) 比单轴压力成型更具优势。在 CIP 中,压力均匀地施加在模具的整个表面上,因此密度比单轴压制更均匀。CIP 中没有模壁摩擦,消除了冷压零件可能出现的密度分布问题。在 CIP 中消除了模壁润滑剂,也可获得更高的压制密度,并消除了在最终烧结过程中与去除润滑剂有关的问题。此外,CIP 还能在压制前排出松散粉末中的空气,从而提高密度并使其更加均匀。
形状和尺寸的灵活性
与单轴压制相比,CIP 在成品的形状和尺寸方面具有更大的灵活性。单轴压制仅限于具有固定尺寸的简单形状,而 CIP 可用于压制更复杂的形状。CIP 中均匀的压实压力不会限制零件的横截面与高度比,因此可以实现更长的纵横比,生产出又细又长的颗粒。这种形状和尺寸上的灵活性使得应用更加多样化,并能生产出具有特定设计要求的零件。
改进粉末压实和致密化
与单轴压制相比,CIP 提高了粉末的压实度,从而改善了致密性。CIP 中均匀的压实压力可确保烧结过程中更均匀的收缩,从而更好地控制成品的形状和均匀特性。CIP 实现的均匀生坯密度可提供更一致、更可预测的烧结行为,这对实现所需的产品特性至关重要。
加工各种材料和形状的能力
与单轴压制相比,CIP 能够加工不同特性和形状的材料。它既适用于小型材料,也适用于大型材料;既适用于简单形状,也适用于复杂形状。CIP 可用于压制脆性或细小粉末,提高密度,相对消除压制缺陷。这使得 CIP 成为材料特性和复杂形状是关键因素的应用领域的理想选择。
缩短周期时间,提高生产率
虽然 CIP 比单轴压制速度慢,但它在缩短周期时间方面提高了生产率。CIP 的均匀压实压力使加工速度更快、效率更高,从而提高了生产率。这对大批量生产尤其有利,因为缩短周期时间是关键因素。
总之,与单轴压制相比,冷等静压(CIP)具有多项优势,包括均匀性和精确性、形状和尺寸的灵活性、粉末压实和致密性的改善、加工不同材料和形状的能力以及周期时间的缩短和生产率的提高。这些优势使 CIP 成为各行各业压制粉末样品的首选方法。
实验室台式 CIP 的优势
台式 CIP 的成本效益
在实验室环境中使用台式工业烤箱可大大节约成本。与较大的直立式烤箱相比,这些较小的烤箱能效更高,因此非常适合对少量样品进行热处理。使用和浪费的能源更少,从而降低了运营成本。此外,台式工业烤箱的占地面积更小,使实验室能够更有效地利用空间。

装载和卸载效率
台式工业烤箱的优势之一是易于装载和卸载。由于体积小,这些烤箱更易于在实验室内根据需要进行操作和重新定位。虽然它们可能无法满足大批量负载的要求,但对于热处理少量样品的实验室来说,它们却是完美之选。这种装卸效率节省了时间,提高了整体生产率。
在尺寸、重量和维护方面的优势
台式 CIP(冷等静压)设备在实验室环境中具有多项优势。与活塞式系统相比,这些台式系统的腔体直径更大,而重量却轻五倍。这样就不需要额外的重型压机,从而降低了成本和维护要求。此外,台式 CIP 设备使用静态 O 形圈,因此 O 形圈寿命更长,维护需求更低。
易于操作和移动
台式 CIP 设备的另一个优点是易于操作。这些系统设计为用户友好型,即使非专业人员也能轻松操作。此外,台式 CIP 设备还具有很强的移动性,方便在需要时在实验室之间移动。这种移动性提高了灵活性,使实验室能够优化工作流程。
总之,台式 CIP 设备在实验室环境中好处多多。它成本效益高,装卸效率高,在尺寸、重量和维护方面都有优势。此外,台式 CIP 设备易于操作和移动,是实验室的重要工具。通过使用台式 CIP 设备,实验室可以提高生产率、节约成本并改进整体工作流程。
CIP 在实验室中的应用
有利于 CIP 的情况
CIP 或冷等静压技术在实验室环境中具有多种优势:
- 降低成本:与活塞式压机等传统方法相比,台式 CIP 可降低成本。它的重量轻 5 倍,而且不需要额外的重型设备。
- 装卸更快:CIP 可以更快地装卸样品,提高实验室效率。
- 减少维护:CIP 使用静态 O 形环,与传统压片机使用的动态 O 形环相比,使用寿命更长。
- 更大的空间和便携性:台式 CIP 占用实验室空间更少,如有需要,可在实验室之间轻松移动。
- 操作简便:CIP 操作简便,便于实验室技术人员使用。
CIP 的具体用例
- 烧结前提高密度:CIP 可用于在烧结过程前提高材料的密度。
- 防止颗粒崩解:如果您的颗粒在烧结前不断碎裂,CIP 可帮助保持其完整性。
- 压制细长物品:CIP 尤其适用于压制长而薄的物品,例如直径 5 毫米、长 100 毫米的陶瓷棒。
- 压制不规则形状:CIP 可以压制不规则形状,例如甜甜圈或长度方向尺寸不断变化的形状。
CIP 的一个使用实例是,您需要压制细长的物品,如直径 5 毫米、长 100 毫米的陶瓷棒,并将其烧结。使用标准的单轴模具无法沿长度方向提供良好的压实效果,由此产生的产品也会不稳定。此外,模套的长度也不合理。台式 CIP 能解决这些问题,为细长产品提供更好的压实效果和稳定性。
CIP 工艺的应用
CIP 在实验室中有多种应用,包括
- 近净形加工:CIP 可用作近净成形工艺,以最大限度地减少浪费和降低成本,尤其是对昂贵的材料而言。
- 加工难以加工的材料:对于难以加工的材料,CIP 是一种可行的成型选择,使粉末加工成为更合适的方法。
- 复杂几何形状:CIP 可用相对廉价且可重复使用的柔性工具生产复杂形状的产品。
- 实现均匀性和均质性:对于需要均匀微观结构以实现特定机械性能的应用,CIP 具有优势。
- 多种材料或分级结构:当传统连接技术不适用时,CIP 可提供固态连接工艺。
CIP 最初用于简单形状和预型件,而最近的进步则扩大了其在高价值领域的应用。汽车、航空航天、发电和国防工业正在将 CIP 用于各种部件,如连杆、蓄热冷却推力室、反应堆部件和导弹弹头外壳。
总之,CIP 在实验室中具有诸多优势,包括降低成本、加快工艺流程和处理复杂形状的能力。其应用范围包括近净成形加工、实现均匀性和连接多种材料。随着最新技术的发展,CIP 在各行各业的高性能金属部件中越来越受欢迎。
冷等静压湿包和模具
湿袋 "压制的解释
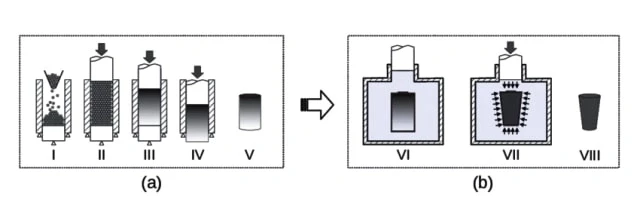
冷等静压(CIP)是一种将原粉压制成固体块的常用方法。CIP 中的一种技术称为湿袋压制。在这一工艺中,粉末被填充到橡胶或弹性体制成的柔性模具中。然后将模具密封,并浸没在压力容器内的水(有时是其他液体)中。在模具外表面施加等静压,将粉末压缩成固体块。
湿袋技术可以压制重达 1 吨的钨锭,也可以压制更复杂的部件。它不像其他类型的冷等静压那样普遍,但全世界使用的湿袋压机超过 3000 台。这些湿袋有各种尺寸,小到直径 50 毫米,大到直径 2000 毫米。
湿袋工艺相对较慢,需要 5 到 30 分钟来处理材料。不过,大容量泵和装载机制的进步有助于加快这一过程。
用于 CIP 的袋子和模具选项
说到冷等静压中的湿袋压制,可以使用的袋子和模具有多种选择。乳胶气球或实验室手套等薄型柔性材料可用于较简单的应用。这些材料可以承受高压,并且在压力下不会产生很大的应变或伸长。

对于更复杂的形状或更大量的生产,可使用定制乳胶模具。这些模具可为被压制物体提供必要的形状。其设计可承受高压,并在压制过程中保持所需的形状。
袋子或模具的选择取决于压制操作的具体要求。物体的形状、生产量和所需的结果等因素都会对确定使用合适的袋子或模具产生影响。
总之,湿袋压制是冷等静压技术中的一种,在这种技术中,粉末被填充到柔性模具中,密封严实,并浸没在压力流体中。然后施加等静压,将粉末压缩成固体块。有多种袋子和模具可供选择,从简单的乳胶气球到定制的乳胶模具,以满足不同的压制需求。
台式冷等静压机的标准操作程序
开始 CIP 前的准备工作
在开始操作台式冷等静压机 (CIP) 之前,必须确保设备处于正常工作状态。检查 O 形环是否完好,CIP 是否清洁且无任何碎屑。此外,确保手边有一些纸巾,以擦掉任何溢出的油,并创造一个干净的工作空间。
操作台式 CIP 的分步步骤
-
准备好要冲压的部件。在进行操作前,必须确保所有部件清洁干燥。
-
将部件放入橡胶袋中,用真空泵抽走多余的空气。密封橡胶袋后,小心地将其放入 CIP 的注油室中。
-
检查腔体内的油位,确保油位正确。关闭 CIP,开始压榨循环。
-
将 CIP 逐步加压至所需压力,压力可高达 40,000 psi。
-
在所需压力下保持 CIP 一段时间,通常为 30 秒至 5 分钟。随着样品的减少,压力会略有下降,这是正常现象。但是,如果压力明显下降,则应停止流程并检查 O 形圈和组件,然后再重新启动。
-
压制循环完成后,打开泵上的阀门释放压力。在打开 CIP 和取回样品之前,让压力达到零。
-
从油中取出部件并擦干多余的油。注意让油远离样品。检查部件是否有任何缺陷或异常。
-
然后擦拭冷等静压机并检查 O 形圈的状况。妥善存放设备,确保下次使用时可以随时使用。

操作后的程序和检查
每次使用台式冷等静压机后,都必须进行操作后程序和检查。这包括检查部件是否有任何缺陷或异常,确保 CIP 清洁且无任何溢油,以及检查 O 形圈的状况。设备的适当维护和储存有助于确保其使用寿命和最佳性能。
冷等静压(CIP) 是一种使用冷等静压或类似方法等技术施加极高压力的工艺。它通常用于消毒产品或冷压粉末。冷等静压是在室温下使用聚氨酯、橡胶或聚氯乙烯等弹性材料制成的模具进行的。该工艺中使用的流体通常是油或水,压力范围为 60,000 磅/平方英寸(400 兆帕)至 150,000 磅/平方英寸(1000 兆帕)。但需要注意的是,由于使用的是柔性模具,这种工艺的几何精度可能较低。首先通过冷等静压将粉末均匀压实,然后通过传统烧结工艺生产出所需部件。
如果您对该产品感兴趣,可以浏览我们公司的网站:https://kindle-tech.com/product-categories/isostatic-press我们深知每位客户的需求都是独一无二的。因此,我们提供灵活的定制服务,以满足您的特殊要求。无论是设备的规格、功能还是设计,我们都能根据您的需求进行个性化定制。我们的专业团队将与您密切合作,确保定制解决方案能够完美满足您的实验需求。












