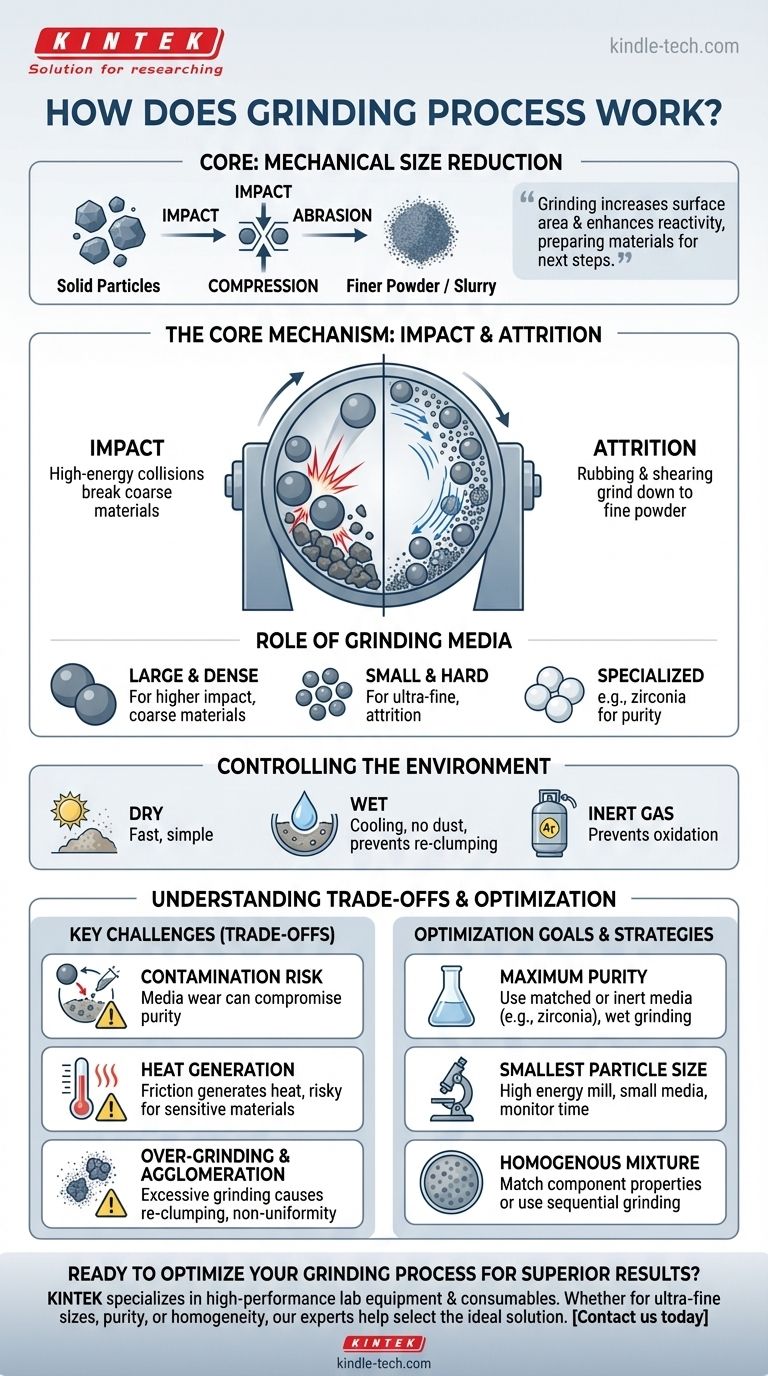
从本质上讲,研磨过程是一种旨在减小固体颗粒尺寸的机械方法。它通过对材料施加强烈的物理力——主要是冲击、压缩和磨蚀——来使较大的块体断裂成更细的粉末或浆料。
研磨不仅仅是让东西变小;它是改变材料物理特性的一个基本过程。通过增加表面积并形成均匀的颗粒分布,研磨为后续的制造步骤准备了材料,并增强了其反应性。
核心机制:研磨如何工作
任何研磨操作的有效性都取决于机械能量的精确施加。这通常是在一个特殊的研磨机中完成的,研磨机内装有待研磨的材料和“研磨介质”。
冲击与磨损
引起颗粒减小的主要力是冲击和磨损。
在行星球磨机等常见设置中,硬质研磨球与原料一起放置在旋转的碗中。当碗高速旋转时,球体被提升然后级联落下,以高能量撞击材料。这就是冲击。
同时,球体和颗粒之间以及与容器壁之间会相互摩擦。这种摩擦和剪切作用被称为磨损,它能进一步将材料研磨变细。
研磨介质的作用
研磨介质——磨机内部的球或棒——是将能量传递给材料的工具。它们的特性至关重要。
介质的尺寸、密度和硬度等因素需要经过仔细选择。更大、更重的介质能传递更高的冲击力,适用于破碎坚硬、粗糙的材料。较小的介质通过磨损作用,在实现超细最终产品方面更有效。
控制研磨环境
研磨并非总是在空气中进行。环境可以被精确控制以达到特定的结果。
干法研磨通常更快、更简单。然而,湿法研磨(在悬浮液或浆料中)有助于散热、防止粉尘,并可以阻止细颗粒重新团聚。当处理对空气敏感的材料时,在惰性气体(如氩气)中研磨对于防止不必要的氧化或化学反应至关重要。

理解取舍
尽管研磨功能强大,但它是一个需要仔细控制以避免常见陷阱的过程。了解这些局限性是取得成功成果的关键。
污染风险
研磨介质和研磨容器本身都会磨损。随着时间的推移,来自介质的微小颗粒可能会脱落并混入被研磨的材料中。在需要高纯度的应用中(如制药或先进陶瓷),这种污染是一个主要问题。
热量产生
巨大的摩擦和持续的撞击会产生大量的热量。对于温度敏感的材料,这可能会引发不希望的相变、分解或熔化。这是选择湿法研磨的主要原因,因为液体可以起到冷却剂的作用。
过度研磨和团聚
存在一个回报递减的点。如果材料研磨时间过长,颗粒可能会变得如此之细,以至于它们的表面能导致它们团聚或重新结块。这会使尺寸减小的目标失效,并可能产生不均匀的最终产品。
针对您的目标优化研磨过程
理想的研磨策略完全取决于您的最终目标。必须调整工艺变量以匹配材料的特性和期望的结果。
- 如果您的主要重点是最大纯度:选择由与样品相同材料制成的研磨介质(如果可能),或选择非常坚硬、惰性的材料(如氧化锆),并考虑湿法研磨以最大限度地减少磨损。
- 如果您的主要重点是实现最小的颗粒尺寸:使用高能量密度研磨机和较小的研磨介质,并仔细监测工艺时间以避免团聚。
- 如果您的主要重点是制备均匀的混合物:确保各组分的密度和硬度相似,或者进行顺序研磨步骤,以在混合前实现均匀的粒度分布。
通过控制这些力和条件,您可以精确地在颗粒水平上设计材料的基本特性。
总结表:
| 方面 | 关键考虑因素 |
|---|---|
| 核心力 | 冲击(高能碰撞)和磨损(摩擦/剪切) |
| 研磨介质 | 球/棒的尺寸、密度和硬度对能量传递至关重要 |
| 环境 | 干法(快速)、湿法(冷却、无粉尘)或惰性气体(用于敏感材料) |
| 主要挑战 | 介质磨损造成的污染、热量产生以及过度研磨导致的团聚 |
| 优化目标 | 根据材料特性(纯度、细度、均匀性)调整介质和条件 |
准备好优化您的研磨过程以获得卓越的结果了吗? KINTEK 专注于高性能实验室设备和耗材,包括精密研磨机和最大限度减少污染的研磨介质。无论您需要实现超细颗粒尺寸、保持材料纯度还是制备均匀的混合物,我们的专家都可以帮助您为您的特定材料和目标选择理想的解决方案。立即联系我们,讨论 KINTEK 如何提高您实验室的研磨效率和成果!
图解指南