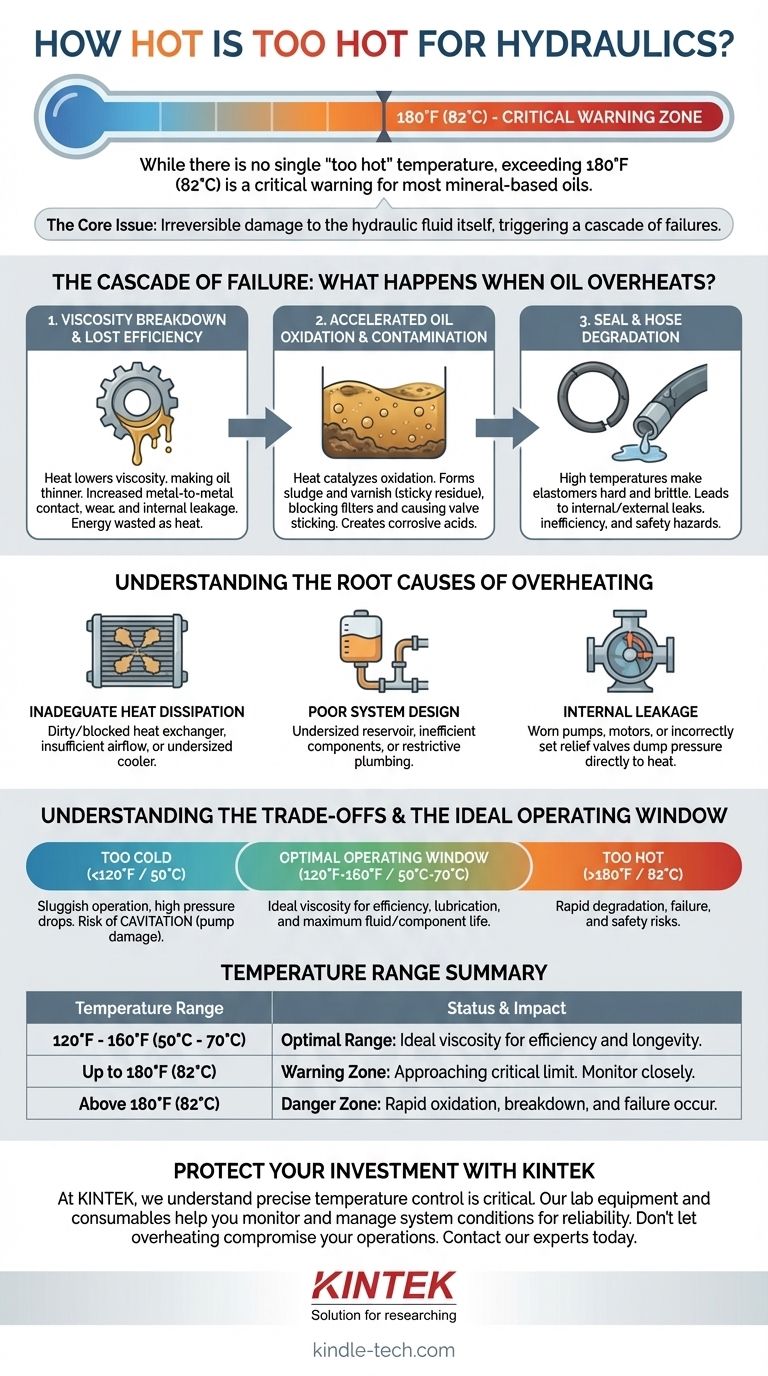
虽然对于所有液压系统来说,没有一个单一的“过热”温度,但普遍接受的运行极限是180°F (82°C)。超过这个阈值是一个重要的警告信号,因为它标志着大多数矿物基液压油开始迅速降解的临界点。真正的最高温度最终由具体的油品类型、其添加剂包以及系统密封件和软管的耐温性决定。
核心问题不是温度计上的一个具体数字;而是过高的热量对液压油本身造成的不可逆损害。热量会破坏油品的润滑和保护能力,引发一系列故障,从而缩短系统中每个组件的寿命。
故障的连锁反应:油品过热会发生什么?
液压系统过热不是一个小问题;它是一个正在发生的活跃故障。热量会引发一系列降解反应,损害整个系统。
粘度下降和效率损失
热量会大大降低油品的粘度,使其变稀。这种稀薄的油膜在泵、马达和阀门内部的紧密公差处润滑效果较差。
结果是金属与金属接触增加,磨损加速,内部泄漏加剧。当流体在内部绕过组件时,系统会失去效率,这意味着更多的能量转化为废热而不是有用的功。
加速油品氧化和污染
热量是氧化反应的催化剂,即油品与氧气之间的化学反应。这个过程会分解油品,形成有害的副产物。
这些副产物包括油泥,它会堵塞过滤器和小孔;以及漆膜,一种粘性残留物,会覆盖内部表面。漆膜会导致阀门卡滞和其他精密组件故障。氧化还会产生腐蚀性酸,侵蚀金属表面和密封件。
密封件和软管降解
用于密封件和软管的弹性体材料极易受到热损伤。高温会导致它们变硬、变脆,并失去密封能力。
这会导致内部和外部泄漏。泄漏的系统效率低下,并构成重大的安全和环境隐患。

了解过热的根本原因
要解决热量问题,您必须首先诊断其来源。系统中的热量是能量浪费或管理不当的症状。
散热不足
最常见的原因是系统无法散热。这通常是由于散热器(冷却器)脏污或堵塞、冷却器翅片气流不足,或者冷却器尺寸过小,无法满足系统的热负荷。
系统设计不佳
系统设计起着至关重要的作用。储油箱尺寸过小,无法让油品有足够的时间冷却并释放截留的空气。效率低下的组件或不必要的限制性管道会在正常运行期间产生过多的热量。
内部泄漏
磨损的组件,例如泵、马达或设置不正确的溢流阀,可能导致高压流体直接泄漏回储油箱而未进行任何工作。这个过程将所有势能直接转化为热量,迅速超出系统的冷却能力。
了解权衡取舍
温度管理是一个平衡行为。目标不仅仅是尽可能地冷却,而是将温度保持在最佳范围内。
“越冷越好”的误区
液压系统运行过冷也会有害。冷油粘度非常高,可能导致执行器动作迟缓和压降增加。
更危险的是,浓稠的冷油会使泵缺油,这种情况称为气蚀,可在几分钟内损坏泵。
理想运行窗口
对于大多数使用标准矿物油的工业和移动系统,最佳运行温度在120°F至160°F(50°C至70°C)之间。在此范围内,流体具有理想的粘度,可确保高效运行、适当润滑和最长的流体寿命。
成本与寿命
投资更大的储油箱或更高效的冷却系统会产生前期成本。然而,为了节省初始开支而让系统高温运行是一种虚假的节约,最终将因组件过早失效、计划外停机和频繁换油而付出数倍的代价。
如何将其应用于您的系统
您的液压温度管理策略应基于您的操作优先级和环境。
- 如果您的主要关注点是最大化组件寿命和可靠性:目标是将稳定的运行温度保持在120°F-160°F(50°C-70°C)范围内,远低于180°F(82°C)的报警极限。
- 如果您的主要关注点是排除过热系统的故障:首先检查散热器和液位,然后使用红外测温仪查找热点,这可能表明特定组件存在严重的内部泄漏。
- 如果您的主要关注点是设计或购买新系统:确保冷却组件的尺寸能够处理最大连续热负荷,而不仅仅是平均负荷,并考虑您操作环境中的最高环境温度。
归根结底,管理液压温度是为了保护流体的完整性,从而保护整个系统。
总结表:
| 温度范围 | 状态与影响 |
|---|---|
| 120°F - 160°F (50°C - 70°C) | 最佳范围:润滑、效率和最大流体/组件寿命的理想粘度。 |
| 高达 180°F (82°C) | 警告区:接近大多数矿物油的临界极限。密切监控。 |
| 高于 180°F (82°C) | 危险区:发生快速油品氧化、粘度下降和加速的密封件/软管失效。 |
您的液压系统是否运行过热?保护您的投资,避免代价高昂的停机。
在 KINTEK,我们深知精确的温度控制对于实验室和工业液压系统至关重要。我们提供一系列高质量的实验室设备和耗材,旨在帮助您有效监控和管理系统状况,确保可靠性和长寿命。
不要让过热影响您的运营。立即联系我们的专家,讨论您的具体需求,并了解 KINTEK 解决方案如何帮助您保持最佳性能。
图解指南