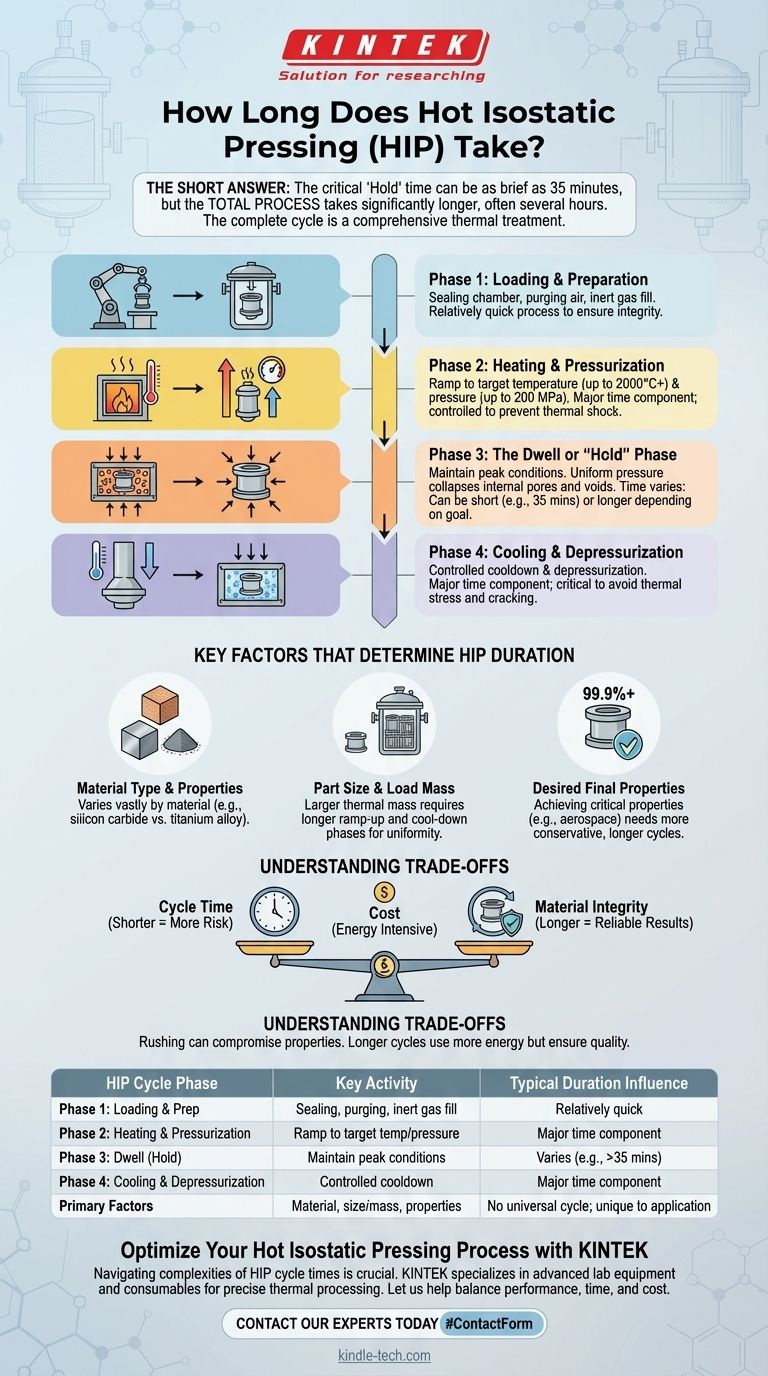
简短的回答是,对于某些应用,热等静压(HIP)的关键“保温”时间可能短至35分钟,但这只是一个具有误导性的简单数字。从装载部件到安全取出部件的整个过程时间要长得多,通常跨越数小时。完整的循环包括大量的加热、加压和冷却阶段,这些对于成功的最终结果至关重要。
热等静压循环的总持续时间不是一个单一的数字,而是整个过程——加热、加压、保温和冷却——的函数。这个完整的循环时间由材料类型、零件的尺寸和质量以及特定的冶金目标决定。
解构总HIP循环时间
要了解热等静压需要多长时间,您必须超越“保温”时间,考虑完整循环的四个不同阶段。大部分时间都花在升温和降温阶段。
阶段 1:装载和准备
这个初始步骤包括将零件放入HIP容器中。然后密封腔室并用惰性气体(通常是氩气)清除空气。此阶段相对较快,但对工艺的完整性至关重要。
阶段 2:加热和加压
这是总循环时间的一个重要组成部分。容器及其内部的零件被缓慢加热到特定的烧结温度,该温度范围可以从几百摄氏度到2000°C以上。
同时,惰性气体被加压,通常高达200 MPa(近30,000 psi)。这种升温过程必须经过仔细控制,以确保零件均匀加热,防止热冲击或内部应力。
阶段 3:保持或“保温”阶段
这是大多数人询问的阶段。在此期间,零件保持在峰值温度和压力下。均匀的等静压力会使内部气孔和空隙闭合,从而提高部件的密度。
保温时间的长短取决于材料和目标。对于铸件中微小孔隙的闭合,时间可能很短;而对于异种材料的扩散连接,时间可能更长。
阶段 4:冷却和减压
一旦保温时间完成,循环就进入受控的冷却和减压阶段。与加热阶段一样,这个过程不能仓促进行。
快速冷却可能会引起热应力、导致开裂或产生不良的最终材料结构。零件越大、质量越大,这种受控的冷却过程所需的时间就越长。

决定HIP持续时间的关键因素
没有通用的HIP循环时间,因为该过程是针对特定应用量身定制的。总持续时间是三个主要因素的直接结果。
材料类型和性能
不同的材料需要截然不同的参数。例如,致密化碳化硅粉末需要特定的温度和压力曲线,这与致密化3D打印钛合金所需的曲线完全不同。
零件尺寸和负载质量
一个小的单个部件的加热和冷却速度远快于装载了数百磅零件的大容器。热质量越大,升温和降温阶段就必须越长,以确保整个负载的温度均匀。
期望的最终性能
最终目标决定了工艺。对于关键的航空航天部件实现99.9%+理论密度,将需要比要求较低的商业应用更保守、通常更长的循环。该过程是针对实现特定冶金性能而优化的,时间是该方程式中的一个关键变量。
理解权衡
优化HIP循环是性能、时间和成本之间的平衡。理解这些因素之间的相互作用对于做出合理的工程和商业决策至关重要。
时间与材料完整性
匆忙进行循环是一种错误的节约。过快地加热或冷却可能会产生内部应力,从而损害零件的机械性能甚至导致其失效。最可靠的结果来自于缓慢、高度受控的热循环。
成本与循环时间
HIP是一个能源密集型过程。设备的运行成本很高,而更长的循环会消耗更多的电能和惰性气体。因此,总是有缩短循环时间的商业激励,但这必须与生产次等零件的风险相平衡。
“标准”循环的神话
由于材料、零件几何形状和性能目标的每种组合都是独一无二的,因此不存在“标准”HIP时间。每个应用都需要仔细开发和验证的循环,以确保可重复的高质量结果。
为您的应用做出正确的选择
要估算项目所需的时间,请考虑HIP处理的主要目标。
- 如果您的主要重点是闭合金属铸件或3D打印件中的孔隙: 预计总循环时间为数小时,大部分时间用于仔细控制的加热和冷却,以确保密度均匀并防止变形。
- 如果您的主要重点是应用致密陶瓷涂层: 峰值温度下的保温时间可能相对较短(例如,少于一小时),但由于基材材料的热要求,完整循环仍将明显更长。
- 如果您的主要重点是扩散连接异种材料: 保温时间将高度依赖于材料的原子扩散速率,可能需要大量的开发工作,通常会导致更长的循环以确保牢固的连接。
最终,理解HIP是一个全面的热处理过程,而不仅仅是简单的压力施加,是有效规划制造过程的关键。
总结表:
| HIP循环阶段 | 关键活动 | 典型持续时间影响 |
|---|---|---|
| 阶段 1:装载与准备 | 密封腔室、清除空气、充入惰性气体 | 相对较快 |
| 阶段 2:加热与加压 | 升温至目标温度(高达2000°C+)和压力(高达200 MPa) | 主要时间组成部分;必须受控以防止应力 |
| 阶段 3:保温(Dwell) | 维持峰值温度/压力以使材料致密化 | 可短至35分钟;取决于应用目标而变化 |
| 阶段 4:冷却与减压 | 受控冷却至室温和常压 | 主要时间组成部分;对避免开裂至关重要 |
| 影响总时间的主要因素 | 材料类型、零件尺寸/质量、期望的最终性能 | 没有通用循环;每个应用都是独一无二的 |
通过 KINTEK 优化您的热等静压工艺
驾驭HIP循环时间的复杂性对于实现关键部件所需的材料完整性和密度至关重要。KINTEK 专注于提供精确热处理所需的高级实验室设备和耗材。无论您是处理金属铸件、3D打印合金还是陶瓷,我们的专业知识都能确保您拥有开发和验证高效、有效的HIP循环的正确工具。
让我们帮助您平衡性能、时间和成本,以实现 99.9%+ 的理论密度和卓越的机械性能。立即联系我们的专家,讨论您的具体应用以及我们的解决方案如何增强您实验室的能力。
图解指南