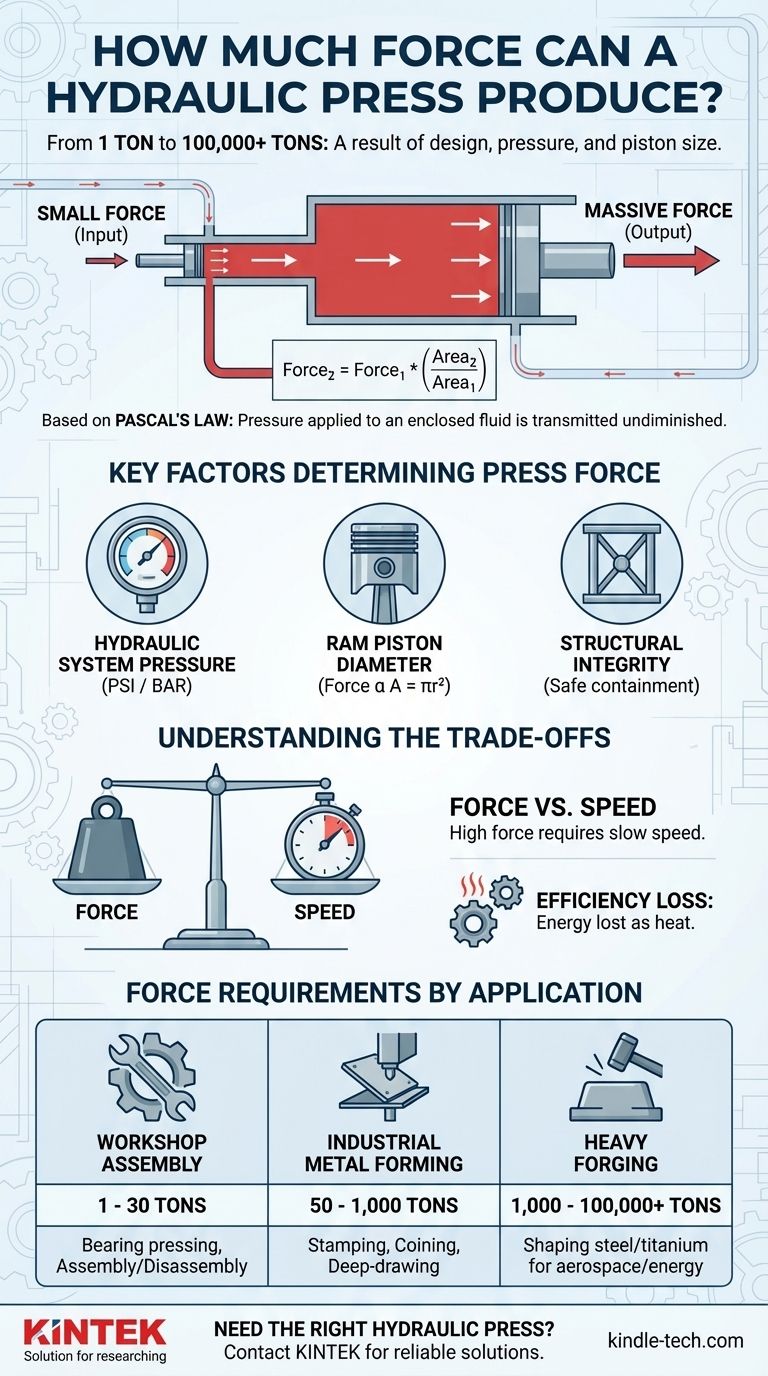
从根本上讲,液压机可以产生从小型车间压机的1吨到大型工业锻造机的100,000吨以上的力。确切的力值不是一个单一的数字,而是系统设计的直接结果,特别是液压压力和活塞作用的面积。这种力可以通过比例控制阀等组件进行精确管理。
液压机的巨大力量来源于一个简单的物理原理:力的倍增。它不创造能量,而是将施加在较大距离上的小力,转换为施加在非常短距离上的巨大力。
力的倍增原理
要理解液压机如何产生如此巨大的力,您必须首先理解支配它的基本定律。
帕斯卡定律简介
整个操作基于帕斯卡定律。该原理指出,施加到封闭的、不可压缩流体上的压力,会不减地传递到流体的每个部分和容器壁上。
简单来说,施加在密封液压系统某一点的压力,会在该系统内的其他任何地方均等地感受到。
活塞面积的关键作用
液压机的精妙之处在于它如何利用帕斯卡定律在两个不同尺寸的活塞上。
一个小的初始力施加到一个小活塞(输入端),这会在液压油中产生压力。同样的压力然后作用在一个大得多的活塞(输出端或柱塞)上,但由于大活塞的表面积大得多,产生的力会按比例倍增。
公式很简单:力₂ = 力₁ * (面积₂ / 面积₁)。如果输出活塞的面积是输入活塞的100倍,那么输出力将是输入力的100倍。
一个类比:液压杠杆
把液压机想象成一个基于流体的杠杆。使用机械杠杆时,您在一端施加一个小的力,使其在长距离上移动,以在另一端短距离地举起一个重物。
液压系统也是如此。小输入活塞必须移动很长的距离才能排出足够的流体,以使大输出活塞移动很短的距离,但却能产生令人难以置信的力。

决定压机力的关键因素
任何给定压机的理论最大力由三个主要因素决定。
液压系统压力
这是液压泵能在密封流体中产生的压力,通常以磅每平方英寸(PSI)或巴为单位测量。在给定活塞尺寸的情况下,更高的压力直接转化为更高的潜在力。
柱塞活塞直径
这是力倍增中最重要的单一因素。因为圆的表面积随其半径的平方而增加(A = πr²),即使输出活塞直径的微小增加也会导致其表面积和潜在输出力的巨大增加。
结构完整性
如果机器的框架无法承受理论力,那么理论力就没有意义。压机框架、油缸和密封件都必须经过工程设计,以安全地承受产生的巨大力,而不会变形或失效。
理解权衡
液压机的强大功能并非免费获得。有一个根本性的权衡至关重要。
力与速度的关系
最重要的权衡是力与速度之间。正如“液压杠杆”类比所解释的,为了实现巨大的力倍增,大型输出柱塞将移动得非常慢。
实现高吨位需要排出大量流体,这需要时间。您不能同时拥有极致的力和高速,除非使用异常强大(且大型)的液压泵和电机。
效率和能量损失
虽然基本原理很简单,但实际系统并非100%高效。能量总是会损失,主要以流体流经软管、阀门和接头时产生的摩擦热的形式。这意味着实际输出力总是略低于理论最大值。
如何确定您的力需求
您所需的力完全取决于您的应用。
- 如果您的主要重点是车间装配/拆卸: 对于压装轴承、衬套或齿轮等任务,1到30吨范围内的压机几乎总是足够的。
- 如果您的主要重点是工业金属成型: 对于冲压、压印或深拉板材,所需的力取决于材料的类型、厚度以及最终零件的复杂性,通常落在50到1,000吨的范围内。
- 如果您的主要重点是重型锻造: 对于航空航天或能源应用中大型钢或钛锭的成型,您处于一个专业领域,其力被设计成数千或数万吨。
理解力倍增原理使您能够超越简单的数字,根据真正定义其能力的基本因素来评估压机。
总结表:
| 压机类型 | 典型力范围 | 常见应用 |
|---|---|---|
| 车间压机 | 1 - 30 吨 | 轴承/衬套压装,装配/拆卸 |
| 工业金属成型压机 | 50 - 1,000 吨 | 冲压、压印、板材深拉 |
| 重型锻造压机 | 1,000 - 100,000+ 吨 | 航空航天/能源用大型钢/钛锭成型 |
需要适合您的实验室或生产线的液压机吗?
在 KINTEK,我们专注于提供可靠的实验室设备和耗材。无论您需要用于装配任务的精密车间压机,还是正在探索工业规模的解决方案,我们的专家都可以帮助您选择一台能够提供您的应用所需的精确力和控制的液压机。
立即联系我们的团队,讨论您的具体力要求,并发现 KINTEK 在性能和耐用性方面的优势。
图解指南
相关产品
- 实验室真空箱热压机,带加热板的加热液压机
- 带加热板的自动高温加热液压压机,用于实验室
- 手动高温加热液压压机带加热板用于实验室
- 实验室用集成手动加热板加热液压机
- 24T 30T 60T 实验室热压机,带加热板的加热液压机



















