要制备压片粉末样品,您必须首先将样品研磨成细小、均匀的粒度,通常需要加入粘合剂。然后将这种均匀的混合物倒入模具组中,并使用液压机在高压下进行压缩。最后小心地取出压片以供分析。
关键的见解是:最终分析数据的质量不取决于压片机本身,而取决于在粉末进入模具之前的细致和一致的准备工作。在这个早期阶段对细节的关注是获得可靠结果的必要条件。
基础:细致的样品准备
压片分析中最常见的错误源于不良的样品准备。一个机械上完好的压片是良好均化粉末的直接结果。
实现粒度均匀性
第一步是将您的样品减小到细小的面粉状一致性。这通常使用高性能研磨机或简单的研钵和研杵来完成。
均匀、细小的粒度至关重要。它可以最大限度地减少最终压片中的空隙,减少颗粒偏析的影响,并确保更均匀的密度,这对XRF等许多分析技术至关重要。
粘合剂和助磨剂的作用
大多数样品需要粘合剂或助磨剂才能制成耐用的压片,能够承受操作。常见的粘合剂包括蜡、纤维素或硼酸。
粘合剂在压制过程中充当润滑剂,并为成品压片提供结构完整性。粘合剂与样品的比例必须精确且在不同样品间保持一致,以确保分析准确性。
确保均匀混合物
研磨后,必须将样品和粘合剂彻底混合。这确保了粘合剂均匀分布在整个粉末中。
混合不充分可能导致压片出现薄弱点、开裂或表面不平整,所有这些都会影响分析质量。

压制过程:从粉末到压片
对于正确准备的粉末,压制阶段成为一个受控、可重复的过程。目标是将粉末压实成一个具有光滑、平坦分析表面的固体圆盘。
装载模具组
模具组(包括模体、柱塞和底座)必须绝对干净。将准备好的粉末小心地倒入模具中。
在插入柱塞之前,确保粉末平整非常重要。不均匀的分布会在压片中产生密度梯度和结构弱点。
施加压力和保持时间
将模具放入液压机中,缓慢而稳定地施加压力。最终压力范围可以从10到30吨不等,具体取决于材料和模具尺寸。
此压力通常保持一个特定的时间,称为保持时间(例如,30-60秒)。这使得被困的空气逸出,颗粒充分压实,减少了层裂或开裂的风险。
卸压和取出压片
过快地释放压力是压片失败的常见原因。必须缓慢平稳地释放压力,以防止压片因内部应力而破裂。
一旦压力完全释放,小心地将压片从模具中取出。只能用边缘握持它,最好使用镊子,以避免污染分析表面。
理解权衡和常见陷阱
即使有明确的方法,问题也可能出现。了解它们发生的原因是解决问题和完善技术关键。
压片开裂或层裂
这是最常见的问题,通常是由于滞留空气引起的。缓慢施加压力、足够的保持时间和缓慢卸压是主要的解决方案。不正确的粘合剂与样品比例也可能导致压片强度不足。
表面缺陷
暗淡、有凹痕或不平整的表面(有时称为“橘皮纹”)表明存在问题。这通常是由于颗粒太粗、混合不当或模具表面磨损或脏污造成的。
分析污染
如果粘合剂本身含有您试图测量的元素,它可能成为污染源。务必选择不含目标分析物的粘合剂。此外,通过在每次使用后严格清洁模具组和研磨设备,可以防止样品间的交叉污染。
高质量压片的清单
您的准备策略应以您的最终分析目标为指导。
- 如果您的主要重点是高精度定量分析(例如XRF):您的首要任务是确保每个压片的粒度、样品质量和粘合剂与样品比例的一致性。
- 如果您的主要重点是定性识别(例如FTIR):您的主要关注点是选择在红外区域透明且无杂质的正确基质(如KBr),以避免光谱干扰。
- 如果您的主要重点是常规、高通量筛选:关键是建立一个标准化和记录在案的程序,每位操作员都能精确遵循,以确保用户间的一致性。
最终,一个精心准备的压片是值得信赖的分析数据的基础。
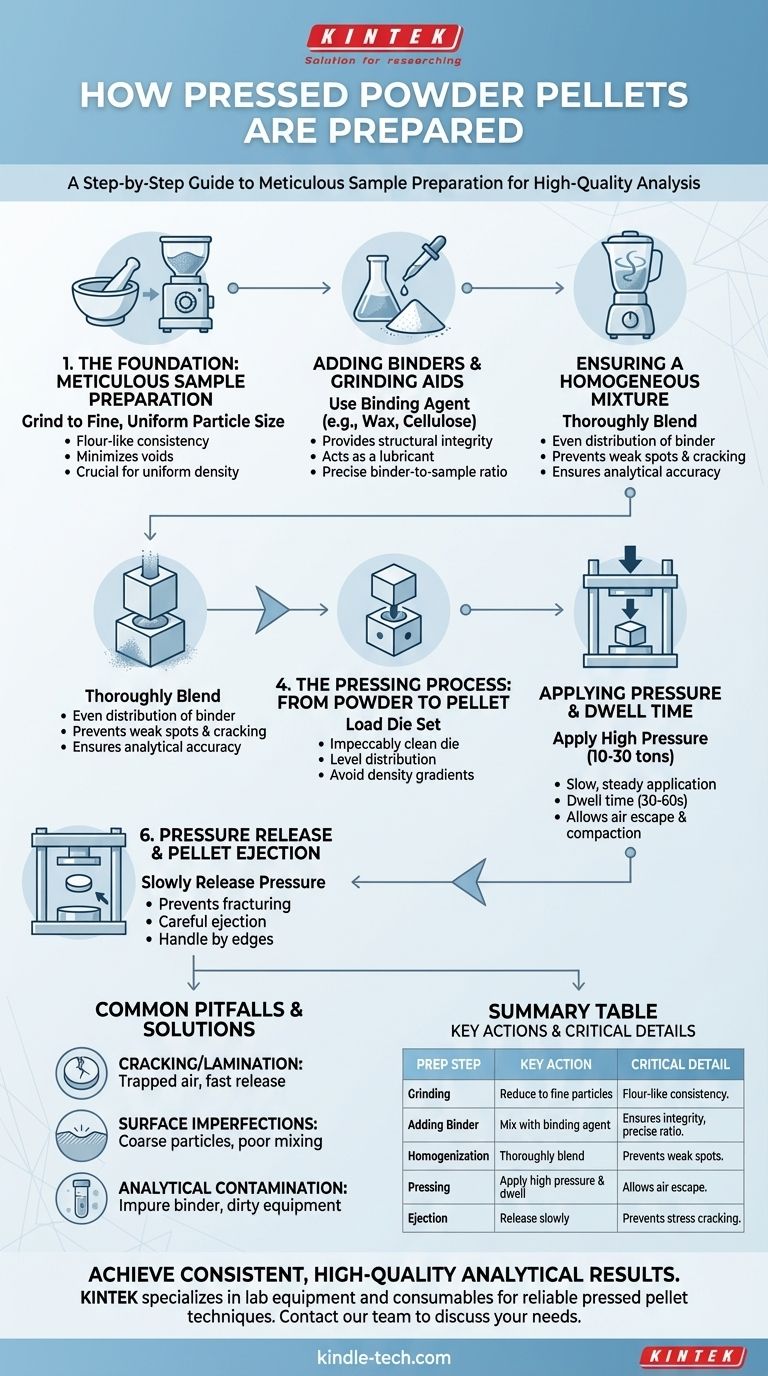
总结表:
| 准备步骤 | 关键操作 | 关键细节 |
|---|---|---|
| 样品研磨 | 减小到细小、均匀的颗粒 | 实现面粉状一致性以获得均匀密度 |
| 添加粘合剂 | 与粘合剂(例如蜡、纤维素)混合 | 确保压片完整性;比例必须精确 |
| 均化 | 彻底混合粉末和粘合剂 | 防止薄弱点和表面不平整 |
| 压制 | 施加高压(10-30吨)并保持时间 | 允许空气逸出并充分压实 |
| 取出 | 缓慢释放压力并小心取出 | 防止因内部应力而开裂 |
确保每次压片都能获得一致、高质量的分析结果。 分析的精度始于完美的样品准备。KINTEK 专注于实验室依赖可靠的压片技术所需的实验室设备和耗材——包括研磨机、压片机、模具和粘合剂。
让我们的专家帮助您优化您的准备工作流程。立即联系我们的团队,讨论您的具体应用需求。
图解指南