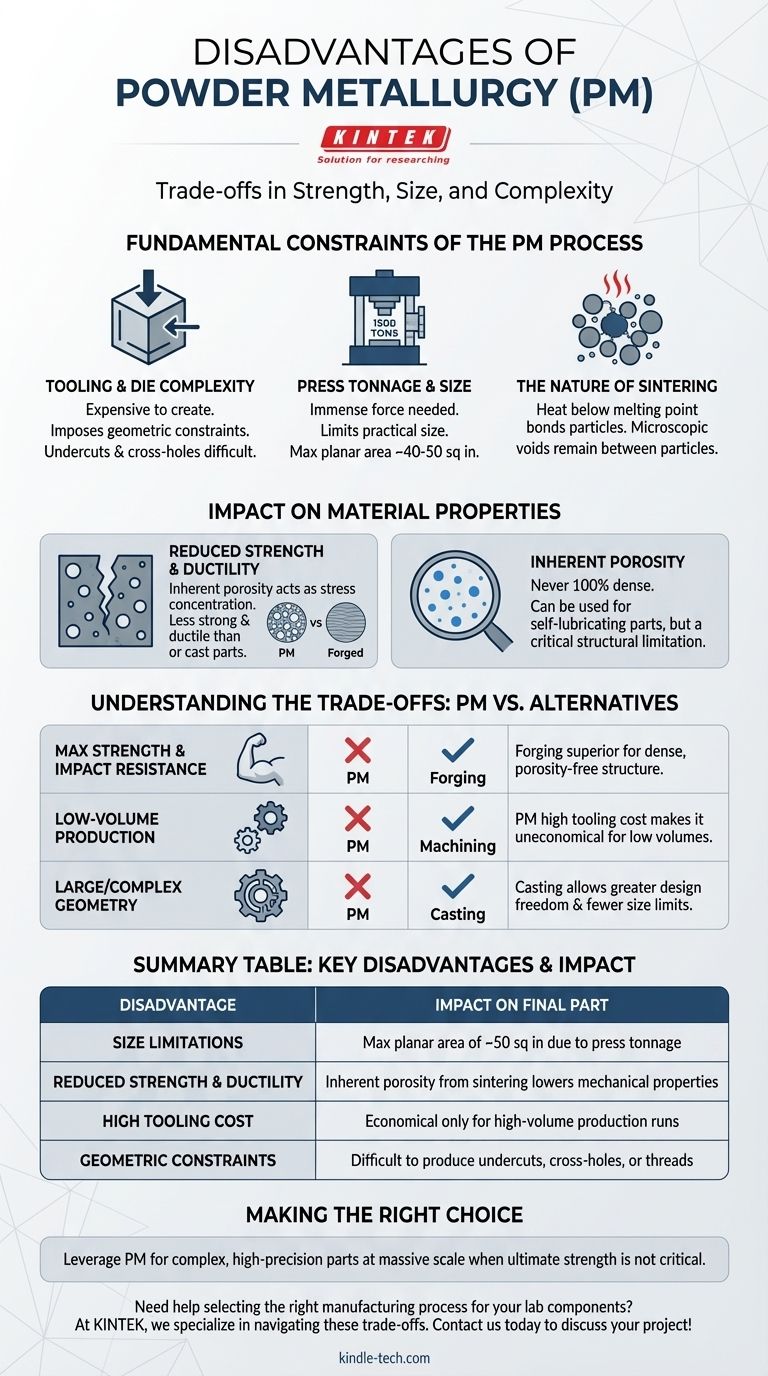
粉末冶金(PM)的主要缺点在于其对零件尺寸的固有限制、生产某些复杂几何形状的挑战,以及与锻造等完全致密化工艺相比,所得部件的强度和延展性较低。这些限制直接源于在刚性模具中压制粉末并在其熔点以下烧结的核心机制。
虽然粉末冶金是批量生产高精度、净形零件的非常有效的工艺,但其根本的权衡是牺牲最终的材料强度和尺寸,以换取复杂性和生产效率。
PM 工艺的基本约束
要理解粉末冶金的缺点,首先必须了解该工艺的核心步骤。这些限制并非偶然;它们是 PM 零件成型方式的直接后果。
模具和工具的复杂性
粉末冶金依赖于将金属粉末压入刚性模具中。这种模具的制造成本很高,并对最终零件的几何形状施加了限制。
像倒扣、横孔或与压制方向垂直的螺纹等特征,直接生产起来极其困难或不可能。
压机吨位和尺寸限制
均匀压实粉末所需的力是巨大的。该行业最大的压机约为 1,500 吨,这限制了组件的实际尺寸。
这通常转化为最大平面面积为 40 到 50 平方英寸。使用标准 PM 设备生产更大的零件变得不切实际。
烧结的性质
压制后,脆弱的“生坯”压块在称为烧结的工艺中被加热。这种热处理发生在金属熔点以下。
烧结将金属颗粒粘合在一起,赋予零件强度。然而,由于金属没有完全熔化,原始颗粒之间会留下微小的空隙。
对材料性能的影响
PM 工艺的物理限制直接影响组件的最终机械性能,这是任何工程应用中最关键的考虑因素。
强度和延展性降低
烧结后留下的空隙导致固有孔隙率。PM 零件的致密度永远不会像锻件或铸件那样达到 100%。
这种孔隙率充当应力集中点,使得 PM 零件通常比其锻造或铸铁对应部件的强度和延展性(更脆)要低。
固有孔隙率
虽然孔隙率对强度来说是一个缺点,但对于自润滑轴承等应用,它可以是一个有计划的特征,因为油会被保留在孔隙内。
然而,对于结构部件,这种孔隙率是一个关键的限制因素,必须在设计阶段加以考虑。
了解权衡:PM 与其他方法的比较
没有一种制造工艺对所有应用都是完美的。当与锻造或铸造等传统替代方法直接比较时,PM 的缺点就变得很明显了。
何时应避免为强度选择 PM
如果您的应用要求绝对最高的拉伸强度、抗疲劳性和抗冲击韧性,锻造是更优的选择。锻造过程会产生致密的、无孔隙的晶粒结构,这与 PM 零件中发现的孔隙率不同。
成本因素:模具与零件产量
制造压制模具的高昂前期成本使得粉末冶金对于小批量生产或原型制作来说是不经济的。
只有在大批量生产中,模具成本才能分摊到数万个零件上时,PM 才具有成本效益。对于小批量,机加工或铸造通常是更好的选择。
几何形状和尺寸的障碍
如果您需要生产一个非常大的组件,或者一个带有复杂内部通道、倒扣或其他与压制轴不对中的特征的组件,铸造是更合适的工艺。铸造允许更大的设计自由度,并且在尺寸限制上要宽松得多。
为您的应用做出正确的选择
选择正确的制造工艺需要将您的主要目标与每种方法的固有优缺点保持一致。
- 如果您的主要重点是最大的强度和抗冲击性: 由于其致密、无孔隙的晶粒结构,锻造几乎总是更优的选择。
- 如果您的主要重点是生产少量零件: PM 的高初始模具成本使得从棒料上机加工成为更经济的选择。
- 如果您的主要重点是生产非常大或几何形状复杂的组件: PM 的尺寸和形状限制使得铸造或制造成为更实用的解决方案。
最终,了解这些缺点可以帮助您利用粉末冶金最擅长的方面:在大规模生产高精度复杂零件时,只要最终强度不是最关键的因素。
摘要表:
| 缺点 | 对最终零件的影响 |
|---|---|
| 尺寸限制 | 由于压机吨位限制,最大平面面积约为 50 平方英寸 |
| 强度和延展性降低 | 烧结产生的固有孔隙率降低了机械性能 |
| 高昂的模具成本 | 仅对大批量生产运行经济 |
| 几何形状限制 | 难以生产倒扣、横孔或螺纹 |
需要帮助为您的实验室组件选择正确的制造工艺? 在 KINTEK,我们专注于提供高质量的实验室设备和耗材,帮助您权衡材料和工艺的优缺点,以实现最佳性能。无论您是从事粉末冶金零件的制造,还是探索替代方案,我们的专业知识都能确保您获得根据您的实验室需求量身定制的耐用、精确的解决方案。立即联系我们 讨论您的项目!
图解指南
相关产品
- 实验室用圆形双向压制模具
- XRF & KBR 钢环实验室粉末压片模具,用于 FTIR
- 带盖或不带盖钼钽折叠舟
- FTIR的XRF & KBR塑料环实验室粉末颗粒压片模具
- 用于样品制备的实验室研磨机研钵研磨仪




