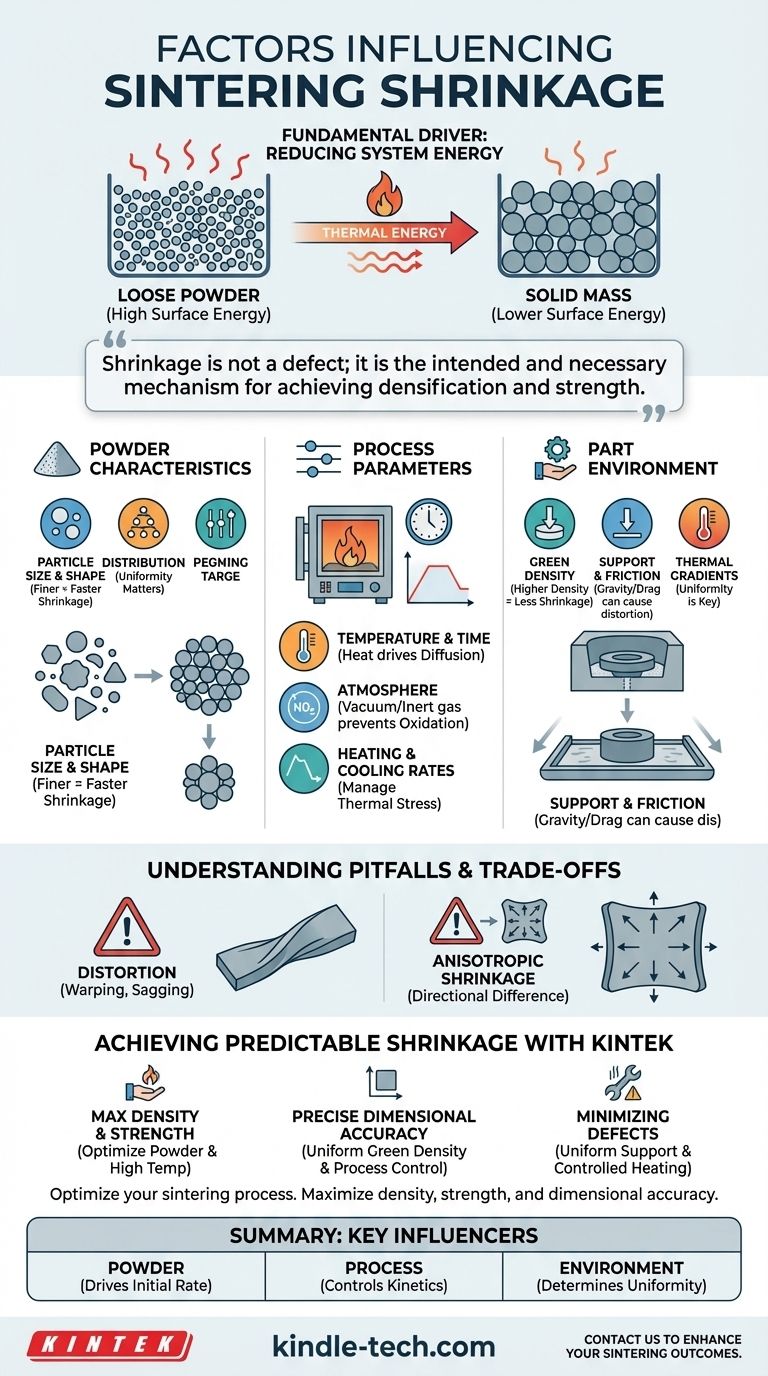
从根本上说,烧结过程中的收缩受三大类因素控制:粉末材料的固有特性、您控制的特定工艺参数以及零件的物理环境。这个过程是由降低系统表面能的基本需求驱动的,表现为将松散粉末固结成致密的固体物体。
收缩并非烧结中的缺陷;它是实现致密化和强度的预期且必要的机制。目标不是消除收缩,而是理解并精确控制它,以生产出具有所需最终尺寸和性能的零件。
根本驱动力:降低系统能量
在控制收缩之前,您必须了解其发生的原因。整个过程是热力学的结果,材料寻求其尽可能低的能量状态。
从松散粉末到固体块
与相同材料的固体块相比,一定体积的松散粉末具有巨大的表面积。这种巨大的表面积对应着高水平的表面能。烧结提供原子移动和重新排列以最小化这种能量所需的热能。
表面张力作为驱动力
在远低于材料熔点的高温下,原子获得足够的迁移率进行扩散。表面张力,即使水滴形成球体的相同力,作用于粉末颗粒的表面。它将原子从颗粒表面拉入它们之间形成的“颈部”,导致颗粒合并,孔隙(空隙)收缩。
质量传输机制
这种体积减小通过几个阶段发生。最初,颗粒重新堆积成更致密的排列。然后,材料传输开始,主要通过扩散,原子沿着晶界移动以填充内部孔隙。随着这些孔隙闭合,零件的总体积减小,导致收缩。

您可以控制的关键因素
管理收缩需要操纵影响原子扩散和材料固结速率和程度的变量。
粉末特性
起始材料是您第一个也是最关键的杠杆。粉末颗粒的尺寸、形状和分布决定了它们如何堆积在一起以及初始孔隙空间的量。更细的粉末具有更高的表面能,更容易烧结,通常会导致更大、更快的收缩。
压实和生坯密度
生坯密度是指零件在压实后但在烧结前的密度。生坯密度较高的零件初始内部孔隙体积较小。因此,它将经历较少的收缩以达到其最终密度。均匀压实对于可预测、一致的收缩至关重要。
烧结温度和时间
温度是最强大的参数。更高的温度提供更多的热能,显著增加原子扩散速率并加速致密化和收缩。峰值温度下的持续时间也决定了过程完成的程度。
烧结气氛
炉内的气氛——无论是真空、惰性气体(如氩气)还是还原气氛——都至关重要。它能防止氧化,氧化会抑制扩散并阻止烧结过程。气氛还可以影响表面化学,直接影响原子移动的难易程度。
加热和冷却速率
零件加热和冷却的速度很重要。快速加热会在零件表面和核心之间产生显著的温差,导致热应力开裂。冷却速率影响最终的微观结构,如果管理不当,也可能引入应力。
理解陷阱和权衡
理想的收缩是均匀且可预测的。实际上,有几种力量会阻碍这一点,导致常见的制造缺陷。
收缩与变形
虽然收缩是期望的,但非均匀收缩会导致变形。这包括翘曲、扭曲或普遍未能达到尺寸公差。烧结中的主要挑战是在不引入不可接受的变形的情况下实现目标收缩。
重力和摩擦的影响
在烧结过程中,零件会变软并容易受到外力的影响。重力可能导致未支撑的部分或长跨度下垂。同样,零件与其所放置表面之间的摩擦会限制某个区域的收缩,同时允许其他区域收缩,从而产生内部应力,可能导致翘曲或开裂。
各向异性收缩
当零件在不同方向上收缩量不同时,就会发生各向异性收缩。这通常是由初始粉末压实阶段的密度不均匀引起的。如果在压制过程中颗粒优先排列,则垂直于压制方向的收缩会更大。
为您的目标实现可预测的收缩
控制收缩需要一种整体方法,平衡材料科学与工艺工程。您的策略将取决于您的主要目标。
- 如果您的主要重点是最大密度和强度:使用细小、均匀的粉末并优化压实以获得高生坯密度,然后在材料推荐温度范围的上限进行烧结。
- 如果您的主要重点是精确的尺寸精度:从极其均匀的生坯密度开始,使用过程建模预测收缩,并对整个热循环和零件支撑结构实施精确控制。
- 如果您的主要重点是最大限度地减少翘曲等缺陷:确保均匀的零件支撑,使用受控的加热和冷却速率来管理热梯度,并设计零件以避免长而无支撑的特征。
掌握烧结过程在于有意识地控制这些变量,使收缩为您服务,而不是与您作对。
总结表:
| 因素类别 | 关键变量 | 对收缩的主要影响 |
|---|---|---|
| 粉末特性 | 颗粒尺寸、形状、分布 | 驱动致密化的初始速率和程度 |
| 工艺参数 | 烧结温度、时间、气氛 | 控制原子扩散和孔隙去除的动力学 |
| 零件环境 | 生坯密度、支撑、热梯度 | 决定均匀性和变形的可能性 |
在您的烧结过程中实现精确的尺寸控制。不可预测的收缩可能导致昂贵的缺陷和不一致的零件质量。在 KINTEK,我们专注于提供先进的实验室设备和耗材,以满足您的烧结需求。我们的专业知识可帮助您优化粉末特性、微调工艺参数并管理零件环境,以确保均匀、可预测的收缩——最大限度地提高密度、强度和尺寸精度。立即联系我们,讨论我们的解决方案如何增强您的烧结成果,并为您的实验室提供可靠的性能。 立即通过我们的联系表格联系我们 开始!
图解指南