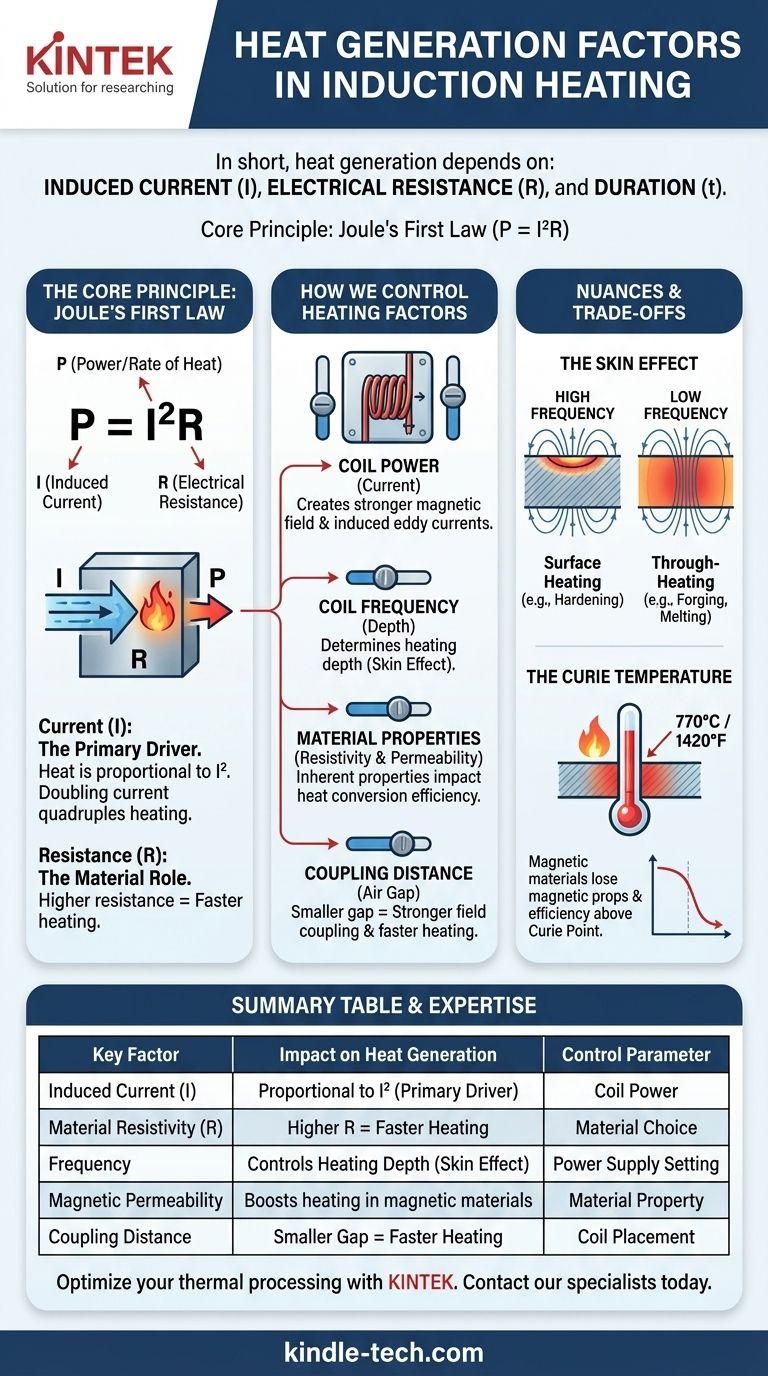
简而言之,感应加热中的热量产生取决于感应电流的大小、工件的电阻以及加热持续时间。 这个过程遵循一个基本原理,即焦耳效应,其中流经材料的电流(称为涡流)在克服材料电阻时会产生热量。
感应加热的核心挑战不仅仅是产生热量,而是精确控制它。这种控制是通过操纵感应线圈的功率和频率来影响感应电流,同时考虑被加热材料的特定物理特性来实现的。
核心原理:焦耳第一定律
从本质上讲,感应加热是基本物理学的直接应用。产生的热量是电流、电阻和时间的乘积。
热量方程
功率,即热量产生速率,由公式 P = I²R 定义。其中,P 是功率(每秒产生的热量),I 是流经材料的电流,R 是材料的电阻。
电流 (I):主要驱动因素
最重要的因素是感应涡流。由于产生的热量与电流的平方成正比,因此将感应电流加倍会使加热速率提高四倍。
电阻 (R):材料的作用
工件的电阻(更具体地说是电阻率)决定了涡流转化为热量的效率。对于相同量的电流,电阻较高的材料会更快地加热。
我们如何控制加热因素
虽然您不能直接“设置”涡流或材料的电阻,但您可以通过感应系统的参数间接控制它们。这些是您可以调整的实际杠杆。
感应线圈的功率和频率
流经工作线圈的电流会产生强大的交变磁场。线圈中较高的电流会感应出更强的磁场,从而在工件中产生更强的涡流,导致更快的加热。
交流电的频率同样至关重要。它决定了热量在零件的何处产生,这种现象被称为趋肤效应。
工件的材料特性
材料固有的电阻率直接影响其产生热量的能力。钢等材料的电阻率高于铜,因此它们更容易通过感应加热。
对于碳钢等磁性材料,磁导率起着巨大的作用。高磁导率会集中磁场,显著增加感应电流和加热效果。
耦合距离(气隙)
这指的是感应线圈和工件之间的物理距离。较小的间隙会导致更强的磁场耦合,从而感应出更多的电流,并导致更高效、更快速的加热。
理解权衡和细微差别
掌握感应加热需要理解这些因素如何相互作用,通常以非线性方式。
趋肤效应
较高的频率会使涡流在工件表面附近的薄层中流动。这非常适合表面硬化等应用。
较低的频率允许磁场更深入地穿透零件,从而在整个横截面中更均匀地产生热量。这对于锻造前的透热坯料或熔化应用是必要的。
居里温度
钢等磁性材料在高于特定温度(称为居里点,约 770°C 或 1420°F)时会失去其磁性。
当零件超过其居里温度时,其磁导率会急剧下降。这会降低加热过程的效率,感应电源必须能够补偿以继续加热现在已非磁性的材料。
线圈设计和几何形状
线圈的形状、尺寸和匝数至关重要。线圈必须设计成与工件的几何形状相匹配,以向目标区域提供均匀的磁场,从而实现均匀加热。
为您的目标做出正确选择
最佳设置完全取决于您想要的结果。
- 如果您的主要目标是钢齿轮的表面硬化: 使用高频将热量集中在表面,并结合高功率在非常短的时间内进行加热。
- 如果您的主要目标是大型铝坯料的透热: 使用较低的频率进行深度穿透,并延长加热时间以使热量在材料中均匀分布。
- 如果您的主要目标是在坩埚中熔化钢: 使用中低频以确保深度穿透并诱导磁搅拌效应,并结合高而持续的功率。
通过理解这些核心因素,您可以从粗暴加热转向精确高效的热处理。
总结表:
| 关键因素 | 对热量产生的影响 | 控制参数 |
|---|---|---|
| 感应电流 (I) | 热量与 I² 成正比(主要驱动因素) | 线圈功率 |
| 材料电阻率 (R) | 电阻越高 = 加热越快 | 材料选择 |
| 频率 | 控制加热深度(趋肤效应) | 电源设置 |
| 磁导率 | 增强磁性材料(例如钢)的加热 | 材料特性 |
| 耦合距离 | 间隙越小 = 磁场越强 & 加热越快 | 线圈工件放置 |
准备好应用这些知识,在您的实验室或生产线上实现精确高效的加热了吗?
KINTEK 专注于高性能实验室设备和耗材,包括专为表面硬化、透热和熔化等应用量身定制的感应加热系统。我们的专家可以帮助您选择合适的设备和设置,以优化您的热处理,从而节省您的时间和能源。
立即联系我们的热处理专家,讨论您的具体需求,并发现 KINTEK 的优势。
图解指南