尽管对于某些应用来说,压缩成型是一种坚固且经济高效的方法,但它并非万能解决方案。其主要局限性源于与注塑成型等工艺相比,生产周期较慢、零件复杂性受限以及需要更高程度的人工劳动。这些因素使其不太适合用于复杂部件的大批量制造。
压缩成型擅长生产大型、坚固且相对简单的零件,特别是使用热固性塑料和复合材料。然而,其在速度、精度和几何能力方面的固有权衡意味着,对于复杂、大批量的生产运行,它往往不如其他方法。
周期时间和产量方面的挑战
压缩成型最显著的限制之一是其速度。生产单个零件所需的总时间,即周期时间,比自动化程度更高的工艺要长得多。
较慢的固化和冷却周期
该过程涉及加热整个模具以固化材料,然后通常在零件弹出之前对其进行冷却。这种整体加热和冷却非常耗时,特别是对于生产大型零件所需的大而重的钢模具。
与注塑成型不同,注塑成型在材料进入相对较冷的模具之前进行加热,而压缩成型则依赖于通过模具本身进行热传递,这会使每个周期增加数分钟。
手动工艺步骤
压缩成型通常是半自动或手动过程。操作员必须在每个周期之前准确测量并将材料料块(预成型件或粉末)放入模腔中。
固化后,零件被取出,模具必须清除任何残留材料或飞边,然后才能开始下一个周期。这些手动步骤会引入可变性并增加大量时间。
对大批量生产的影响
漫长的固化时间和人工干预相结合,使得压缩成型对于需要快速生产数千或数百万个零件的大规模生产来说,在经济上是不可行的。注塑成型等工艺专为高速、连续和自动化操作而设计,在大批量生产中可实现更低的单位零件成本。

几何和设计限制
该工艺的根本性质——将材料压制成形——对可以成功制造的零件类型施加了明确的限制。
复杂几何形状的困难
压缩成型最适合具有相对简单、开放几何形状的零件。材料在压力下的流动不如注塑成型那样受控。
倒扣、薄壁、小孔或复杂肋条等特征很难或不可能可靠地形成。材料可能在开始固化之前无法流入这些精细细节,导致零件不完整或强度不足。
零件之间的一致性和公差
由于初始材料料块通常是手动放置的,其位置或数量的微小变化可能导致零件之间存在不一致。
这使得保持严格的尺寸公差变得具有挑战性。虽然对于许多应用(如电气外壳或汽车车身面板)来说足够,但它不适用于公差以千分之一英寸计量的精密部件。
飞边的必然性
当模具闭合时,多余的材料会沿着分型线从型腔中挤出。这种多余的材料,称为飞边,是该过程的自然副产品。
飞边必须通过二次操作去除,通常是手工或使用修剪模具。这增加了劳动力、成本以及制造流程中另一个潜在的不一致来源。
理解权衡
选择制造工艺总是关于平衡相互竞争的优先事项。压缩成型的局限性最好通过与主要替代方案——注塑成型的对比来理解。
压缩成型与注塑成型
注塑成型在压缩成型不足的地方表现出色:它能够以非常高的速度生产高度复杂、公差严格的零件。然而,它需要极其昂贵和复杂的模具。
压缩成型的优势在于其更简单、更坚固且显著更便宜的模具。这使其成为中低产量大型零件的经济高效选择,其中模具摊销是主要的成本驱动因素。
材料适用性
压缩成型特别适用于热固性材料(如酚醛树脂、环氧树脂和硅酮)和纤维增强复合材料(如SMC和BMC)。该工艺允许长纤维保持其方向和长度,从而生产出具有优异强度和刚度的零件,这在注塑成型中很难实现。
压缩成型适合您的项目吗?
回答这个问题需要评估您的项目在产量、复杂性、材料特性和成本方面的具体目标。
- 如果您的主要重点是生产大型、简单、高强度的零件:压缩成型是一个极好的选择,特别是对于热固性材料、复合材料以及汽车、航空航天或电气行业的应用。
- 如果您的主要重点是高产量生产具有严格公差的复杂零件:注塑成型是满足您需求的明确且卓越的工艺。
- 如果您的主要重点是最大限度地降低中低产量的初始模具投资:压缩成型比注塑成型具有显著的成本优势,前提是您可以适应其较慢的周期时间和设计限制。
归根结底,压缩成型的局限性是其特点而非缺陷;它们定义了该工艺提供无与伦比价值的特定工业领域。
总结表:
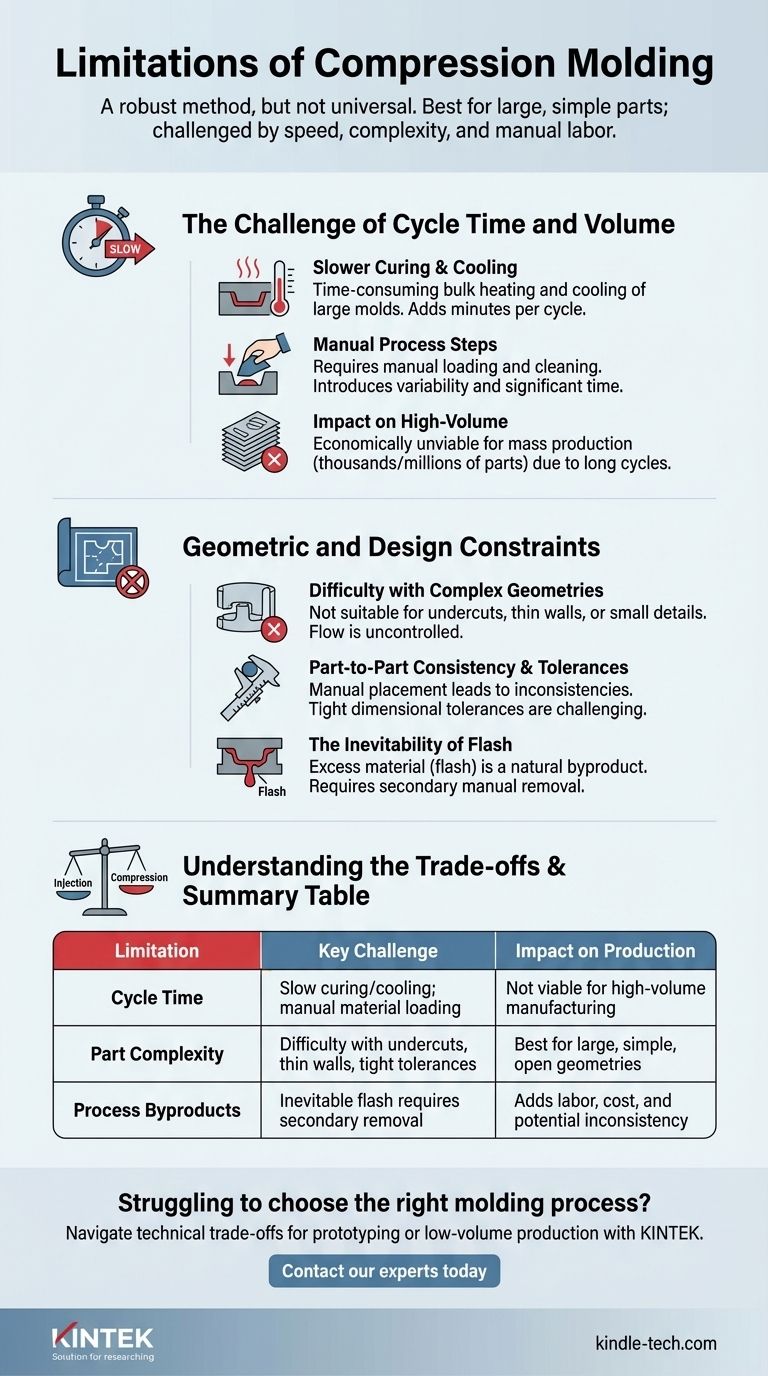
| 局限性 | 主要挑战 | 对生产的影响 |
|---|---|---|
| 周期时间 | 固化/冷却缓慢;手动装料 | 不适用于大批量制造 |
| 零件复杂性 | 倒扣、薄壁、严格公差的困难 | 最适合大型、简单、开放的几何形状 |
| 工艺副产品 | 不可避免的飞边需要二次去除 | 增加劳动力、成本和潜在的不一致性 |
在为您的实验室或生产需求选择合适的成型工艺时遇到困难?
压缩成型的局限性突出了为您的特定应用选择正确设备的重要性,无论是用于原型制作、小批量生产,还是处理热固性复合材料等特殊材料。
在 KINTEK,我们专注于提供坚固的实验室设备和耗材,以支持您的研究和制造过程。我们可以帮助您应对这些技术权衡,为您的需求找到最佳解决方案。
让我们一起优化您的工作流程。立即联系我们的专家进行个性化咨询!
图解指南