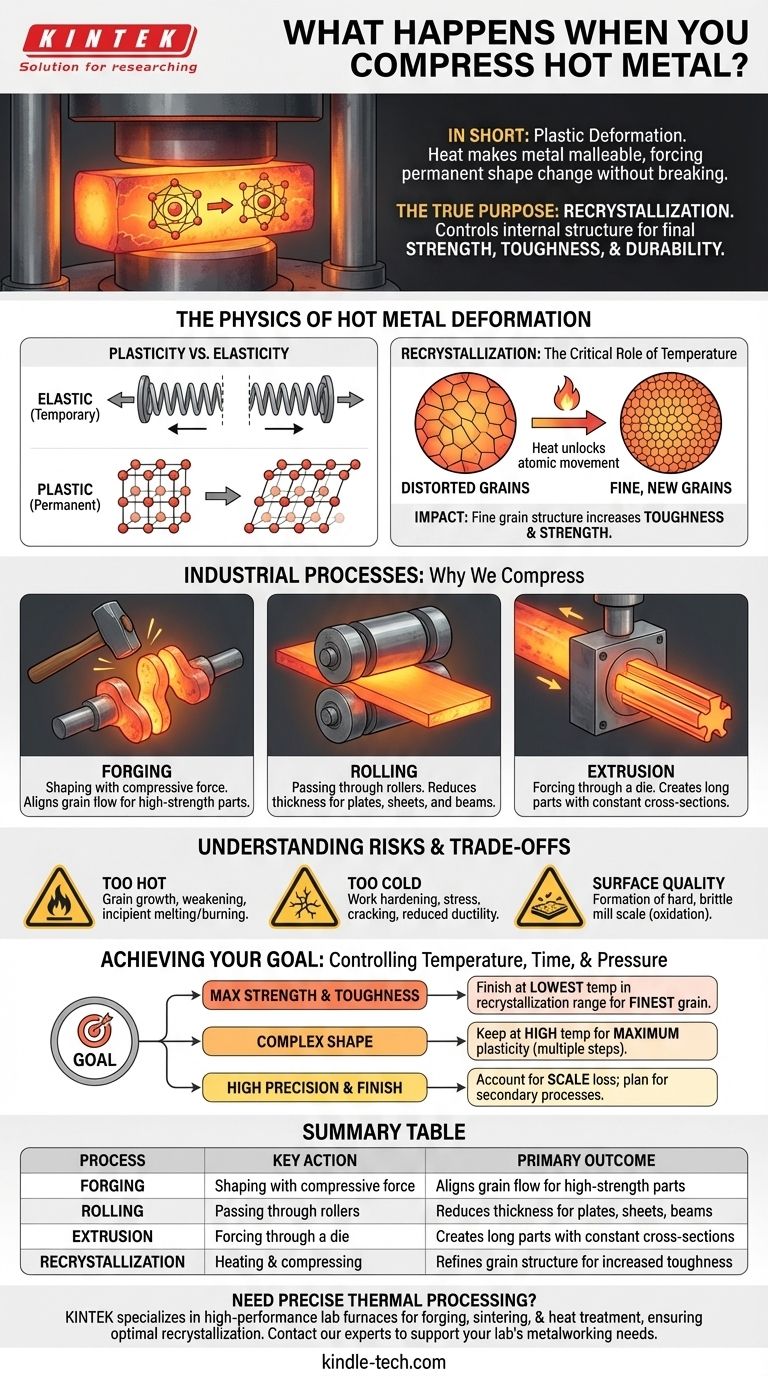
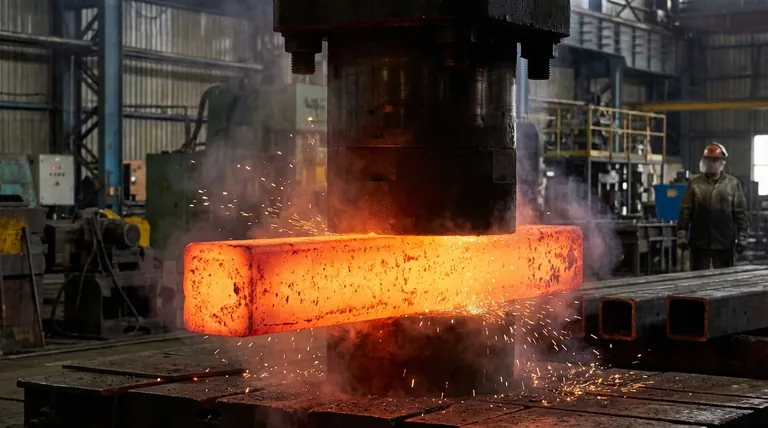
简而言之,压缩热金属会迫使其永久改变形状而不会断裂,这一过程称为塑性变形。热量是关键因素,它使金属足够柔软和可塑,以便成形。这种作用是锻造、轧制和挤压等制造工艺的基础。
压缩热金属不仅仅是为了重塑它。其真正目的是控制和细化其内部晶体结构,这一过程称为再结晶,它最终决定了材料的最终强度、韧性和耐久性。
热金属变形的物理学
要了解压缩过程中发生的情况,我们必须从微观层面观察金属。我们观察到的特性是其内部晶体结构行为的直接结果。
塑性与弹性
所有固体材料都表现出一定程度的弹性和塑性。弹性变形是暂时的;就像橡皮筋一样,一旦力被移除,材料就会恢复其原始形状。
塑性变形是永久性的。当你压缩热金属时,你施加了足够的力来超过其弹性极限。其晶格内的原子被迫相互滑移到新的稳定位置,从而永久改变物体的形状。
温度的关键作用:再结晶
热量是开启塑性变形的关键。在高温下(通常高于其熔点的40-50%),金属中的原子具有足够的能量来移动。
当金属被压缩时,其内部晶体(称为晶粒)会发生扭曲和应力。热量会立即使新的、更小、无应力的晶粒形成并生长,取代旧的扭曲晶粒。这种动态过程称为再结晶。
对晶粒结构的影响
再结晶是热加工的目标。该过程将大的粗晶粒分解成更细、更均匀的晶粒结构。
细晶粒结构是非常理想的。它增加了金属的韧性(抗断裂性)和强度。通过控制温度和压缩量,工程师可以精确地调整这些最终性能。
我们为什么要压缩热金属:工业过程
这种热变形原理是重工业的支柱。它是我们将生金属锭转化为有用、高性能部件的方式。
锻造
锻造涉及使用局部压缩力(通常是锤子或压力机)来塑造金属。此过程用于制造关键的高强度零件,如发动机曲轴、涡轮叶片和工具。
锻造的一个主要优点是它使内部晶粒流与零件的形状对齐,使其在应力线上具有卓越的强度和抗疲劳性。
轧制
热轧是一种将金属通过一对或多对大型辊子以减小其厚度并使其均匀的过程。我们就是这样生产用于船舶的钢板、用于建筑的工字钢和用于汽车车身的板材。
挤压
在挤压中,热金属坯料被强制通过一个成形模具,形成一个具有恒定横截面的长零件。这种方法非常适合生产铝窗框、管道和复杂结构导轨等物品。
了解权衡和风险
虽然功能强大,但热金属加工需要精确控制。偏离最佳工艺会严重损害材料的完整性。
过热的风险
如果金属温度过高,其晶粒会过度生长。这种晶粒长大会削弱材料,降低其韧性并使其变脆。在极端情况下,过热可能导致晶界处开始熔化或烧损(快速氧化),使零件报废。
过冷加工的危险
如果金属在压缩过程中冷却过多,再结晶会减慢或完全停止。相反,材料开始加工硬化——晶粒变得扭曲和拉长,而没有被新的晶粒取代。这会迅速增加内部应力,降低延展性,并可能在过程中导致表面开裂或灾难性失效。
表面质量和氧化
热加工的一个显著缺点是表面会形成一层坚硬、易碎的氧化铁层,即轧制氧化皮。这种氧化皮必须去除,它会影响部件的最终尺寸和表面光洁度,通常需要二次机加工操作。
为您的目标做出正确选择
控制温度、时间和压力之间的相互作用是冶金学家和工程师实现特定结果的方式。
- 如果您的主要重点是最大化强度和韧性:您的目标是在再结晶范围内的最低可能温度下完成压缩过程,以获得最细的晶粒结构。
- 如果您的主要重点是实现复杂的形状:您的目标是使材料保持在高温下,以确保最大的塑性,通常使用多次加热和压缩步骤以防止其冷却和加工硬化。
- 如果您的主要重点是高精度和表面光洁度:您必须考虑氧化皮造成的材料损失,并且可能需要使用受控气氛或计划后续的冷加工或机加工过程。
最终,掌握热金属压缩不仅仅是利用力来改变物体的外部形状,更是为了有意地设计其内部结构以获得卓越的性能。
总结表:
| 工艺 | 关键动作 | 主要成果 |
|---|---|---|
| 锻造 | 用压缩力成形 | 对齐晶粒流以获得高强度零件 |
| 轧制 | 通过辊子 | 减小板材、薄板和型材的厚度 |
| 挤压 | 通过模具强制 | 创建具有恒定横截面的长零件 |
| 再结晶 | 加热和压缩 | 细化晶粒结构以增加韧性 |
需要为您的材料进行精确的热处理吗? KINTEK 专注于高性能实验室炉和设备,可提供成功进行热金属压缩工艺(如锻造、烧结和热处理)所需的精确温度控制。我们的解决方案可帮助您实现最佳再结晶和卓越的材料性能。立即联系我们的专家,讨论我们如何支持您实验室的金属加工和研究需求。
图解指南