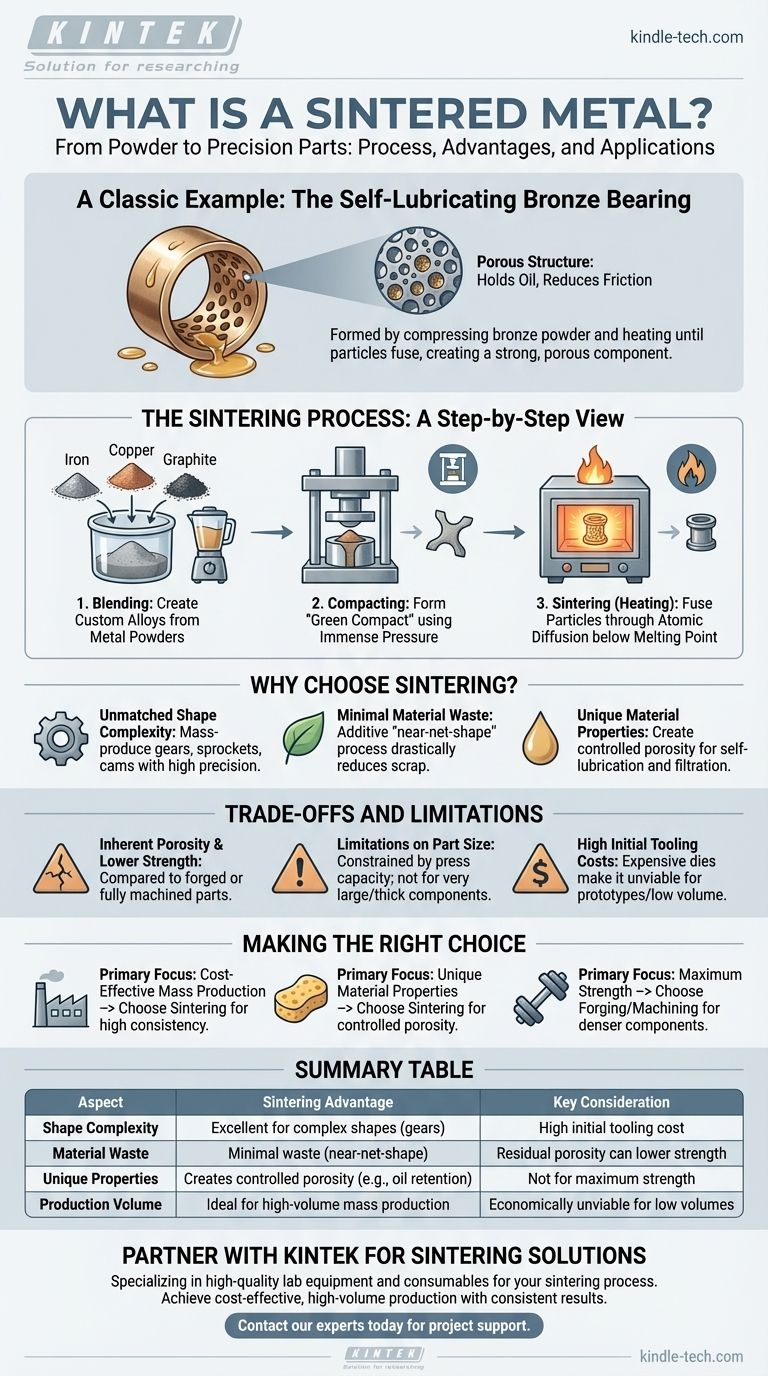
烧结金属零件的经典例子是用于小型电动机、风扇和家用电器中的自润滑青铜轴承。这些部件不是通过铸造或从实心块上机加工而成的;相反,它们是通过将青铜粉末压制成所需的形状,然后加热直到颗粒熔合在一起而形成的,从而形成一种可以浸渍油的坚固的多孔结构。
烧结从根本上说是一种将金属粉末转化为固体、功能性零件的制造工艺。它的主要价值在于它能够以成本效益高的方式大规模生产复杂的、近净形的组件,而且通常具有其他方法难以实现的独特材料特性。
什么是烧结?分步视图
烧结是制造领域中称为粉末冶金的核心工艺。它涉及使用热量和压力将细金属粉末转化为固体物体,而不会使材料完全熔化。
第一步:混合金属粉末
该过程始于选择和混合特定的金属粉末。这使得可以创建定制的合金和复合材料,例如将铁粉与石墨(碳)和铜混合以生产特定等级的钢。
第二步:压实粉末
将混合好的粉末倒入高精度模具型腔中。然后,压机施加巨大的压力,通常是每平方英寸数万磅的压力,将粉末压制成一个易碎的、形状精确的零件,称为“生坯件”。
第三步:烧结(加热)过程
然后将生坯件送入高温炉中。将其加热到低于金属熔点的温度,使单个粉末颗粒通过原子扩散熔合在一起。这个关键步骤将颗粒粘合在一起,显着提高零件的强度和硬度。

为什么选择烧结而不是其他方法?
烧结并非万能的解决方案,但它为某些应用提供了明显的优势,使其成为高产量制造的首选方法。
大规模生产中无与伦比的形状复杂性
烧结在批量生产齿轮、链轮和凸轮等几何形状复杂的零件方面表现出色。模具(模具)的制造成本很高,但一旦制成,它就可以高精度、快速地生产数百万个相同的零件。
最小的材料浪费
与从实心块上切削材料的机加工不同,烧结是一种增材或“近净形”工艺。它只使用最终零件所需的材料,从而大大减少了废料并降低了材料成本。
独特的材料特性
该过程允许创建具有受控孔隙率的材料。这是自润滑轴承背后的关键,其中微孔容纳油,在运行过程中释放油以减少摩擦。这种特性几乎不可能通过铸造或锻造来实现。
了解权衡和局限性
为了做出明智的决定,您还必须了解烧结的不足之处。没有完美的制造工艺,烧结也有明显的局限性。
固有的孔隙率和较低的强度
除非进行二次操作,否则烧结零件几乎总是有一些残余孔隙率。与从实心棒料锻造或完全机加工的零件相比,这通常会导致较低的拉伸强度和延展性。
零件尺寸限制
烧结零件的尺寸受压实机的能力限制。由于均匀密度需要巨大的压力,超大或非常厚的组件通常不适合此过程。
高昂的初始模具成本
用于压实粉末的硬化钢模具制造昂贵且耗时。这使得烧结对于原型制作或极低批量的生产运行在经济上不可行。
为您的目标做出正确的选择
决定是否使用烧结组件完全取决于您的项目在成本、产量和性能要求方面的优先级。
- 如果您的主要重点是具有成本效益的大规模生产:烧结是生产数千或数百万个复杂金属零件并确保高一致性的绝佳选择。
- 如果您的主要重点是独特的材料特性:将烧结用于需要受控孔隙率的应用,例如自润滑轴承或过滤器。
- 如果您的主要重点是最大的强度和抗疲劳性:您应该选择锻造或从轧制材料机加工,因为这些过程通常会产生更致密、更坚固的组件。
最终,了解烧结过程将使您有能力为您的特定工程挑战选择正确的制造方法。
摘要表:
| 方面 | 烧结优势 | 关键考虑因素 |
|---|---|---|
| 形状复杂性 | 非常适合复杂的形状(齿轮、凸轮) | 模具的初始模具成本高 |
| 材料浪费 | 浪费最少(近净形) | 残余孔隙率会降低强度 |
| 独特性能 | 产生受控孔隙率(例如,用于储油) | 不适用于最大强度要求 |
| 生产批量 | 非常适合大批量生产 | 对于低批量/原型制作在经济上不可行 |
需要一个可靠的合作伙伴来提供您的烧结金属部件或实验室设备吗?
在 KINTEK,我们专注于提供高质量的实验室设备和耗材,服务于多样化的实验室需求。无论您是开发新的烧结金属零件还是需要精确的熔炉来进行烧结过程,我们的专业知识都可以帮助您以一致的结果实现成本效益高的大批量生产。
立即联系我们的专家,讨论我们如何支持您的项目目标并为您的特定应用提供正确的解决方案。
图解指南