从本质上讲,模具充填是注塑过程中的初始和最关键的阶段。它是指在高温高压下将熔融材料(如塑料或橡胶)注入闭合的模腔中的物理行为,迫使材料占据所需零件的形状,同时排出内部的空气。
整个成型过程的质量都取决于这一第一步。材料流入和充满模腔的方式直接决定了最终零件的结构完整性、尺寸精度和外观效果。
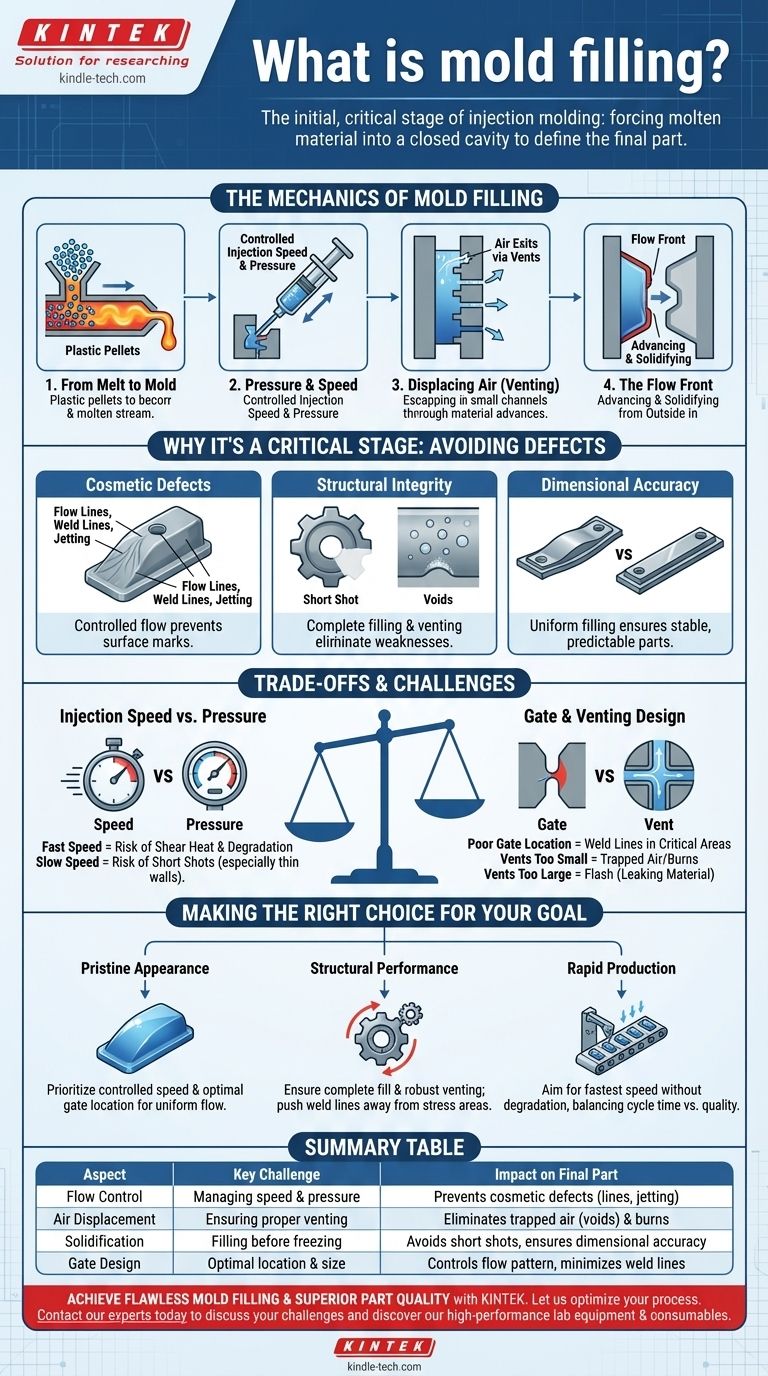
模具充填的力学原理
模具充填不仅仅是将材料喷射到一个盒子中那么简单。它是一个高度受控的动态过程,受物理定律支配,熔融材料在开始冷却和固化时与时间赛跑。
从熔体到模具
首先,原材料(通常是颗粒状)被加热,直到达到特定的熔融或“塑化”状态。然后,这种粘稠的流体被保存在注射单元中,准备被推入模具。
压力和速度的作用
注射单元像一个高功率的注射器,以精确控制的注射速度和压力将熔融材料推入模具。这些参数对于控制材料的流动方式至关重要。
排出空气(排气)
模腔最初充满空气。当熔融材料进入时,这些空气必须能够逸出。模具设计有微小的通道,称为排气道,它们允许空气排出,但对于熔融材料来说又太小,无法通过。
熔接流前沿
移动材料的前缘被称为熔接流前沿(或称流前)。随着这个前沿的推进,它接触到模具壁较冷的表面,导致材料从外向内开始固化。目标是在熔接流前沿完全冻结之前充满整个模腔。
为什么模具充填是一个关键阶段
几乎所有常见的成型缺陷都可以追溯到充填阶段出现的问题。控制这一阶段对于生产出高质量的零件至关重要。
防止外观缺陷
不受控制或管理不善的流动可能会产生流纹、熔接线(两个熔接流前沿相遇的地方)和射嘴流(一种蛇形的材料流,过早冷却),所有这些都会损害零件表面。
确保结构完整性
如果材料在模腔完全充满之前就固化,结果就是不完整的零件,称为短射。此外,如果空气没有正确排出,它可能会被困住,形成会严重削弱零件的起泡或空隙。
实现尺寸精度
材料充填模具的方式会影响零件冷却过程中的内部应力以及随后的收缩和翘曲。一致、均匀的充填模式是生产尺寸稳定和可预测零件的关键。
理解权衡和挑战
优化模具充填涉及平衡几个相互竞争的因素。很少有“完美”的设置,只有针对特定材料和零件几何形状的最佳折衷方案。
注射速度与压力
快速的注射速度可以在材料冻结前快速充满模具,但它也会增加摩擦并通过过度的剪切热降解材料。慢速对材料更温和,但会增加短射的风险,尤其是在薄壁零件中。
浇口位置和尺寸
浇口是材料进入模腔的开口。其位置和尺寸是决定整个流动模式的基本设计选择。不良的浇口位置可能会在结构关键区域产生熔接线或导致充填不平衡。
困住的空气和排气
排气是一个关键的设计权衡。排气道太小会困住空气,导致烧焦痕迹或空隙。排气道太大则可能允许熔融材料泄漏出来,形成一种称为飞边的不需要的薄层材料。
根据您的目标做出正确的选择
理想的模具充填策略完全取决于成品零件的主要要求。
- 如果您的主要关注点是完美的外观: 优先考虑受控的、渐进的充填速度和最佳的浇口位置,以形成均匀的熔接流前沿,从而最大限度地减少表面痕迹。
- 如果您的主要关注点是结构性能: 确保完全充填和可靠的排气以消除空隙,并布置浇口以将熔接线推离高应力区域。
- 如果您的主要关注点是快速生产: 目标是不会降解材料或引起外观缺陷的最快注射速度,平衡循环时间和零件质量。
归根结底,掌握模具充填就是精确控制材料的流动,以确保最终零件满足其预期用途。
摘要表:
| 方面 | 关键挑战 | 对最终零件的影响 |
|---|---|---|
| 流动控制 | 管理注射速度和压力 | 防止外观缺陷(流纹、射嘴流)和材料降解 |
| 空气排出 | 确保适当排气以使空气逸出 | 消除困住的气泡(空隙)和会削弱零件的烧焦痕迹 |
| 固化 | 在材料冻结前充满模腔 | 避免不完整的零件(短射)并确保尺寸精度 |
| 浇口设计 | 选择材料进入的最佳位置和尺寸 | 控制流动模式,最大限度地减少关键区域的熔接线 |
实现完美的模具充填和卓越的零件质量
掌握注塑过程始于对模具充填的精确控制。正确的设备对于管理压力、速度和温度至关重要,以防止缺陷并确保每个零件都符合您的规格。
KINTEK 专注于高性能实验室设备和耗材,用于材料测试和工艺优化,服务于专注于完善其注塑操作的实验室和制造商。
让我们帮助您优化您的工艺。立即联系我们的专家,讨论您的具体挑战,并发现我们的解决方案如何提高您的成品率和产品质量。
图解指南