在材料加工中,烧结压力是指在加热之前或加热过程中施加到粉末团上的每单位面积的外部力。这种压力会压实材料,迫使单个颗粒紧密接触,从而促进原子键合,将它们熔合成一个固体物体。它是烧结过程中热量的关键伙伴,使得材料无需熔化即可形成致密、固体的部件。
烧结压力不仅仅是一种力;它是一个基本的控制参数。施加压力的方式和时间直接决定了最终部件的密度、孔隙率和机械完整性,因为它为原子扩散的发生创造了理想条件。
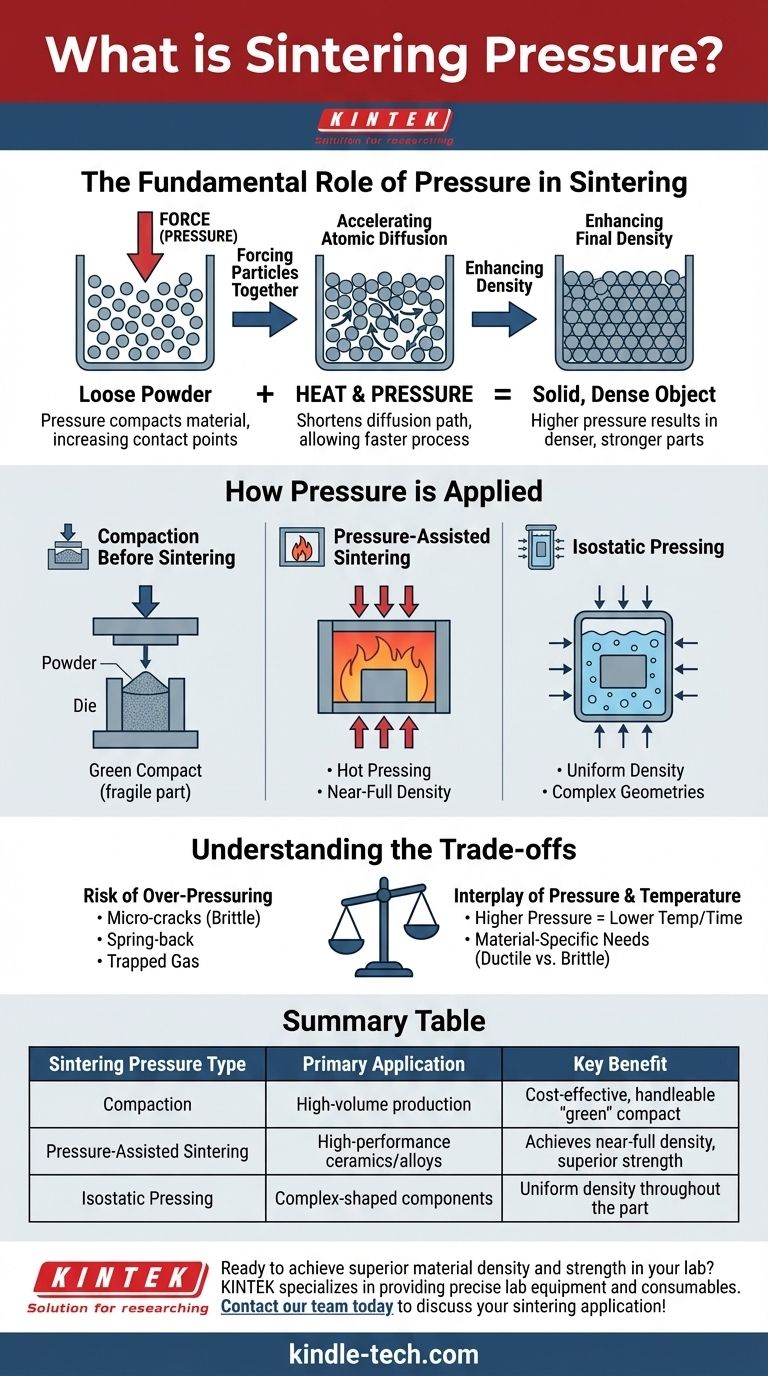
压力在烧结中的基本作用
烧结是将松散的粉末转变为固体物体的过程。虽然热量为此转变提供了能量,但压力为此转变的有效发生提供了必要的物理排列。
迫使颗粒聚集
烧结压力的主要功能是减少粉末团内的空隙,即孔隙率。通过施加力,颗粒重新排列和变形,极大地增加了它们之间的接触点数量。
加速原子扩散
当原子跨越相邻颗粒的边界移动,形成牢固的金属或陶瓷键合时,就会发生烧结。这个过程被称为原子扩散,由热量驱动。然而,其有效性取决于原子需要移动的距离。
通过增加颗粒间的接触面积,压力显著缩短了扩散路径。这使得烧结过程可以更快地在可能更低的温度下发生。
提高最终密度
减少孔隙率和促进扩散的直接结果是最终部件密度的增加。更高的压力通常会产生更致密、更坚固的部件,内部空隙更少,而这些空隙通常是机械故障的来源。
烧结中压力的施加方式
“烧结压力”一词可以指在不同阶段和以不同方式施加的力,每种方式都适用于不同的目标。
烧结前的压实
最常见的是,压力在粉末进入炉子之前在室温下施加。这个初始步骤通常称为压实或压制。
目标是形成一个“生坯”——一个脆弱的部件,具有足够的强度可以被搬运并放入烧结炉中进行加热,而无需额外的压力。
辅助加压烧结
在更先进的工艺中,压力与热量同时在专门的炉内施加。这被称为辅助加压烧结或热压。
这种技术在消除孔隙率和实现接近完全致密方面非常有效。它常用于传统方法难以烧结的高性能陶瓷和高温合金。
等静压
对于具有复杂几何形状的部件,可以使用流体(气体或液体)作为压力介质,从所有方向均匀地施加压力。这被称为等静压。
与单向压制(可能产生密度梯度)相比,这种方法确保了部件内部密度更加均匀。
理解权衡
施加压力是一个平衡行为。越多不一定越好,并且与温度和材料类型的相互作用至关重要。
过度压制的风险
初始压实过程中过大的压力会引入问题。它可能导致脆性颗粒(如陶瓷)产生微裂纹,或导致“回弹”,即部件在从模具中取出后膨胀并开裂。它还可能将大气气体困在封闭的孔隙中,阻碍后续的完全致密化。
压力与温度的相互作用
压力和温度是相互关联的控制杆。对于某些材料,您可以使用更高的压力在较低的温度下达到目标密度。这可以节省能源并防止可能削弱材料的有害晶粒长大。相反,较低的压力可能需要更高的温度或更长的烧结时间。
特定材料要求
理想的压力在很大程度上取决于材料。延展性金属粉末可以承受高压实压力,从而形成非常致密的生坯。然而,脆性陶瓷粉末需要更受控的压力施加,以避免单个颗粒断裂。
根据您的目标做出正确的选择
选择正确的压力策略完全取决于您对部件的期望结果。
- 如果您的主要重点是最大密度和性能:使用热压等辅助加压方法,在加热过程中施加压力以制造出色的、几乎无孔隙的部件。
- 如果您的主要重点是具有成本效益的大批量生产:在炉内烧结前采用传统的压实方法,仔细优化压力以制造出坚固的生坯而不会造成缺陷。
- 如果您的主要重点是复杂形状的均匀性能:考虑使用等静压,以确保均匀压实并最大程度地减少部件内部的密度变化。
最终,掌握烧结压力将其从简单的力转变为工程化最终材料性能的精确工具。
摘要表:
| 烧结压力类型 | 主要应用 | 关键优势 |
|---|---|---|
| 压实(烧结前) | 大批量生产 | 具有成本效益,可制造易于处理的“生坯” |
| 辅助加压烧结 | 高性能陶瓷/合金 | 实现接近完全致密,强度卓越 |
| 等静压 | 复杂形状部件 | 部件内部密度均匀 |
准备在您的实验室中实现卓越的材料密度和强度?
烧结压力是成功的关键参数。KINTEK的专家专注于提供掌握此过程所需的精确实验室设备和耗材。无论您是处理金属、陶瓷还是先进合金,我们都可以帮助您选择正确的压制和烧结解决方案,以满足您在密度、性能和成本效益方面的特定目标。
立即联系我们的团队讨论您的烧结应用并优化您的结果!
图解指南