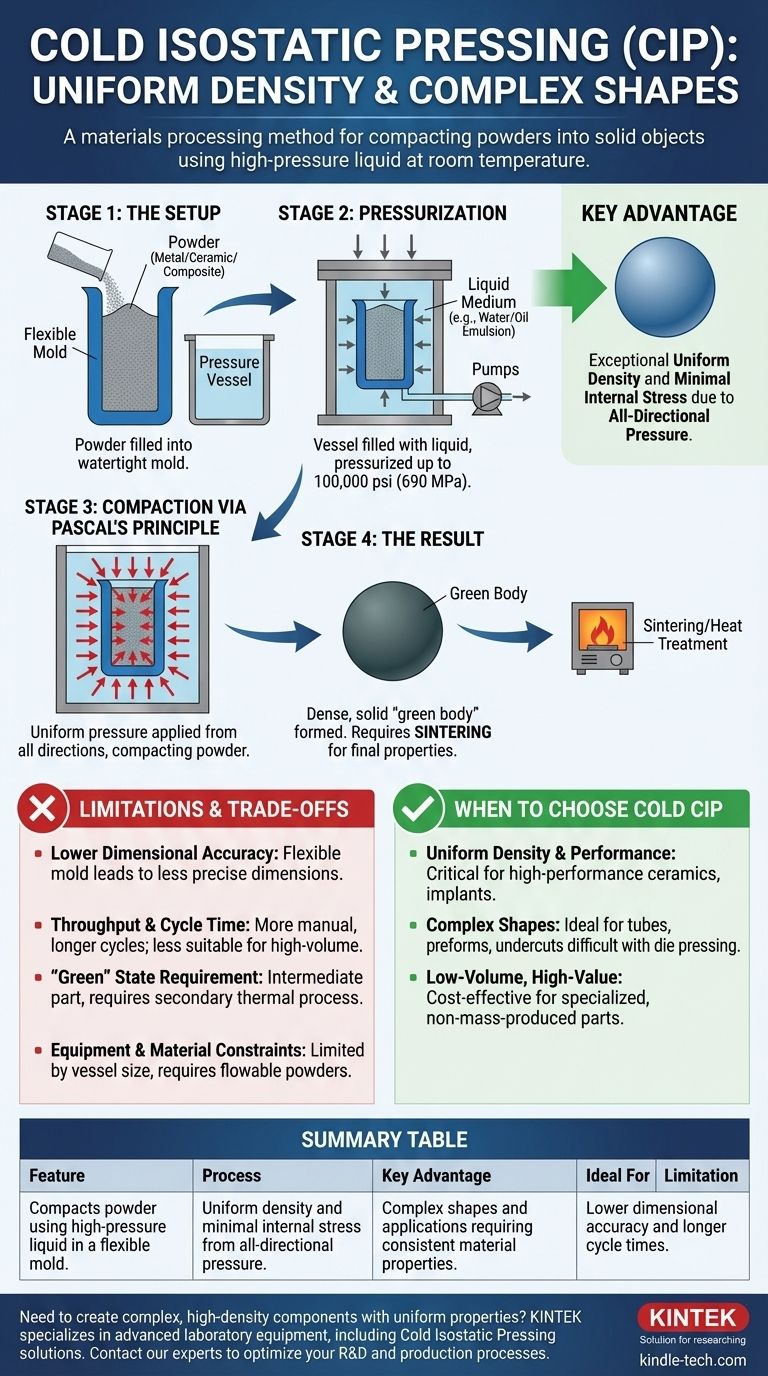
冷等静压(CIP)的核心是一种材料加工方法,它在接近室温的条件下,利用高压液体将粉末压实成固体物体。粉末被密封在一个柔性模具中,然后浸入充满液体的压力室。通过从各个方向施加强烈、均匀的压力,粉末被压实成一个致密的固体形状,称为“生坯”,可用于进一步加工。
虽然许多方法通过从一个或两个方向施压来压实粉末,但冷等静压的决定性优势在于它使用液体介质同时对所有表面施加相同的压力。这使得部件具有异常均匀的密度和最小的内应力,这对于高性能应用至关重要。
冷等静压工艺的工作原理
冷等静压的精妙之处在于它直接应用了物理学基本定律,以实现卓越的材料效果。该过程可分为几个关键阶段。
设置:粉末和模具
该过程始于粉末形式的原材料——通常是金属、陶瓷或复合材料。这种粉末被小心地填充到柔性、防水的模具中,模具通常由聚氨酯或橡胶等弹性体制成,它定义了零件的初始形状。
加压阶段
密封的模具被放置在一个坚固的压力容器内。然后,容器中注入液体介质,通常是水油乳液,它完全包围模具。然后通过泵对这种液体进行加压,压力可高达100,000 psi(约690 MPa)。
通过帕斯卡原理进行压实
此阶段直接应用了帕斯卡原理,该原理指出施加到封闭流体上的压力会不减地传递到流体的每个部分和容器壁。液体将这种巨大的压力均匀地传递到柔性模具的每个表面,从而从各个方向均匀地压缩内部的粉末。
结果:“生坯”
这种全方位的压力迫使粉末颗粒紧密机械接触,显著增加了材料的密度并形成固体物体。这个形成的零件被称为生坯。它具有足够的强度可以搬运,但仍处于易碎状态,需要后续的热处理过程,如烧结,以熔合颗粒并获得其最终的机械性能。

了解权衡和局限性
没有哪个制造过程是没有妥协的。承认冷等静压的局限性对于做出明智的决策至关重要。
较低的尺寸精度
由于压实依赖于柔性模具,因此生坯的最终尺寸不如单轴压制中使用的刚性钢模具所达到的精确。对于需要严格公差的部件,通常需要进行后处理加工。
吞吐量和循环时间
装载模具、密封容器、加压、减压和卸载的过程本质上比自动化压制方法更手动且耗时。这使得冷等静压不太适合非常大批量生产的简单零件。
“生坯”状态要求
重要的是要记住,冷等静压生产的是中间零件。生坯没有真正的冶金结合。二次烧结或热处理步骤的必要性增加了整个制造流程的时间、成本和复杂性。
设备和材料限制
部件的尺寸最终受到压力容器容量的限制。此外,该工艺对于具有良好流动性和压实特性的粉末最为有效。
何时选择冷等静压
决定冷等静压是否是正确的选择完全取决于您的项目对密度、形状和体积的具体要求。
- 如果您的主要关注点是均匀密度和性能:冷等静压是制造对材料性能一致性要求极高的部件的绝佳选择,例如高性能陶瓷、耐火喷嘴或医疗植入物。
- 如果您的主要关注点是生产复杂形状:柔性模具允许传统模具压实难以或不可能实现的几何形状,使其成为管材、复杂预成型件或带倒扣部件的理想选择。
- 如果您的主要关注点是高产量、低成本生产:您可能应该考虑其他方法,如模具压实,因为冷等静压较长的循环时间可能使其在简单、大规模生产的零件方面成本效益较低。
通过了解其创建高度均匀生坯的独特能力,您可以利用冷等静压生产其他方法无法实现的卓越部件。
总结表:
| 特点 | 描述 |
|---|---|
| 工艺 | 使用高压液体在柔性模具中压实粉末。 |
| 主要优势 | 全方位压力带来均匀密度和最小内应力。 |
| 适用于 | 复杂形状(管材、预成型件)和需要一致材料性能的应用。 |
| 局限性 | 与模具压制相比,尺寸精度较低,循环时间较长。 |
需要创建具有均匀特性的复杂、高密度部件?
KINTEK专注于提供先进的实验室设备,包括用于粉末加工(如冷等静压)的解决方案。我们的专业知识可以帮助您在陶瓷、金属和复合材料等最苛刻的应用中实现卓越的材料性能。
立即联系我们的专家,讨论我们的实验室设备和耗材如何优化您的研发和生产流程。
图解指南