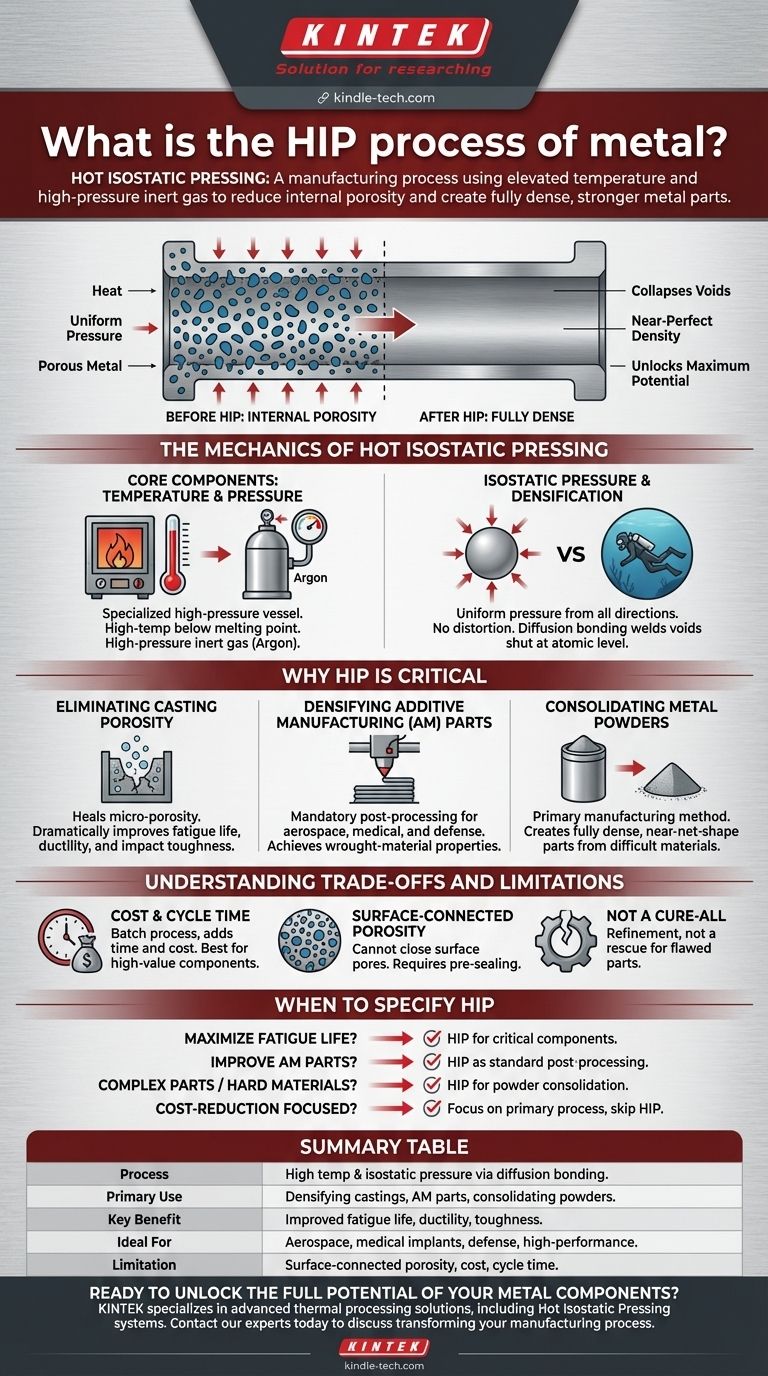
热等静压,通常缩写为HIP,是一种制造工艺,它利用高温和高压惰性气体的组合来减少或消除金属和其他材料内部的孔隙率。通过在高温下对部件施加来自各个方向的均匀压力,该工艺使内部空隙塌陷,从而制造出完全致密、更坚固、更可靠的部件。
许多高性能部件(无论是铸造的还是3D打印的)的核心问题是存在微小的内部空隙。热等静压是修复这些缺陷的明确解决方案,它能改变部件的内部结构,以实现近乎完美的密度,并释放其最大的机械潜力。
热等静压的机理
核心组成部分:温度和压力
HIP工艺在专门的高压容器内进行。该容器包含一个用于加热部件的炉子和一个用于泵入高压惰性气体(最常见的是氩气)的系统。
温度升高到低于材料熔点的点,使其足够柔软和易于塑性变形。
等静压原理
同时,容器被惰性气体充满,产生巨大的压力。“等静压”这个术语至关重要;它意味着压力从各个方向均匀施加。
这类似于你在深海中感受到的压力。这种均匀性是关键,因为它允许内部空隙在不扭曲部件外部形状的情况下塌陷。
致密化机制
高温和巨大均匀压力的结合迫使材料在微观层面上蠕变和变形。任何内部孔隙或空腔的壁面被压在一起。
在这些温度下,扩散键合在原子层面发生,有效地将空隙焊合在一起,形成牢固、均匀的冶金结合。

为什么HIP是一个关键工艺
消除铸造孔隙率
即使是最好的金属铸件也含有一定程度的微孔隙,这些孔隙是凝固过程中捕获的气体或收缩造成的。这些微小的空隙是应力集中点,也是疲劳裂纹的主要萌生点。
HIP使铸件致密化,修复这些孔隙,并显著提高疲劳寿命、延展性和冲击韧性。
增材制造(AM)部件的致密化
通过激光粉末床熔融等工艺制造的金属3D打印部件也可能存在内部缺陷,如气体孔隙或未熔合空隙。
对于航空航天、医疗植入物和国防等关键应用,HIP通常是一个强制性的后处理步骤,以确保打印部件的性能达到或超过传统锻造材料的性能。
金属粉末的固结
HIP也可以作为主要的制造方法。在这种应用中,金属粉末被真空密封在一个成形的罐体或“桶”中。
然后,HIP循环将粉末固结成一个完全致密、坚固的近净形部件。这对于由难以加工或锻造的材料制造部件非常有效。
了解权衡和局限性
成本和周期时间
HIP是一个批次过程,会给制造工作流程增加显著的成本和交货时间。一个HIP循环可能需要数小时。因此,它通常被保留用于高价值或性能关键的部件。
表面连通的孔隙率
一个关键的局限性是HIP无法封闭与表面连通的孔隙。高压气体只会进入空腔,使压力平衡,从而阻止其塌陷。表面存在孔隙的部件可能需要在HIP工艺前通过焊接或其他方法进行密封。
并非所有宏观缺陷的万能药
HIP在修复微小空隙方面非常有效。然而,它不能修复大规模缺陷、化学问题或因初始铸造或打印实践不佳而引起的问题。它是一个精炼过程,而不是对根本有缺陷的部件的救援任务。
何时指定HIP工艺
为了做出正确的决定,您必须将该工艺与部件的最终用途要求相匹配。
- 如果您的主要关注点是最大化关键部件的疲劳寿命和可靠性: HIP是消除在循环载荷下引发裂纹的微小空隙的关键步骤。
- 如果您的主要关注点是提高金属3D打印部件的机械性能: 将HIP用作标准后处理步骤,以实现完全致密化,并释放出与锻造合金相当的性能。
- 如果您的主要关注点是利用难以加工的材料制造复杂部件: 考虑使用HIP进行粉末固结,以生产最小化加工的近净形部件。
- 如果您的主要关注点是降低非关键、低应力应用的成本: HIP可能是不必要的开支;应着重优化您的主要制造工艺。
通过将HIP理解为实现材料完美的强大工具,您可以将您的部件从仅仅是功能性的提升到真正卓越的。
总结表:
| 关键方面 | 描述 |
|---|---|
| 工艺 | 高温和等静压气体通过扩散键合消除内部孔隙率。 |
| 主要用途 | 致密化铸件、金属3D打印部件和固结金属粉末。 |
| 主要益处 | 显著提高疲劳寿命、延展性和冲击韧性。 |
| 理想应用 | 航空航天、医疗植入物、国防和其他高性能应用。 |
| 局限性 | 无法修复表面连通的孔隙率;增加成本和周期时间。 |
准备好释放您的金属部件的全部潜力了吗?
KINTEK专注于先进的热处理解决方案,包括热等静压系统和耗材。无论您是为关键的航空航天铸件进行致密化处理,还是确保3D打印医疗植入物的可靠性,我们的专业知识和设备都能帮助您实现近乎完美的部件密度和卓越的机械性能。
立即联系我们的专家,讨论HIP如何改变您的制造过程,并交付更坚固、更可靠的部件。
图解指南