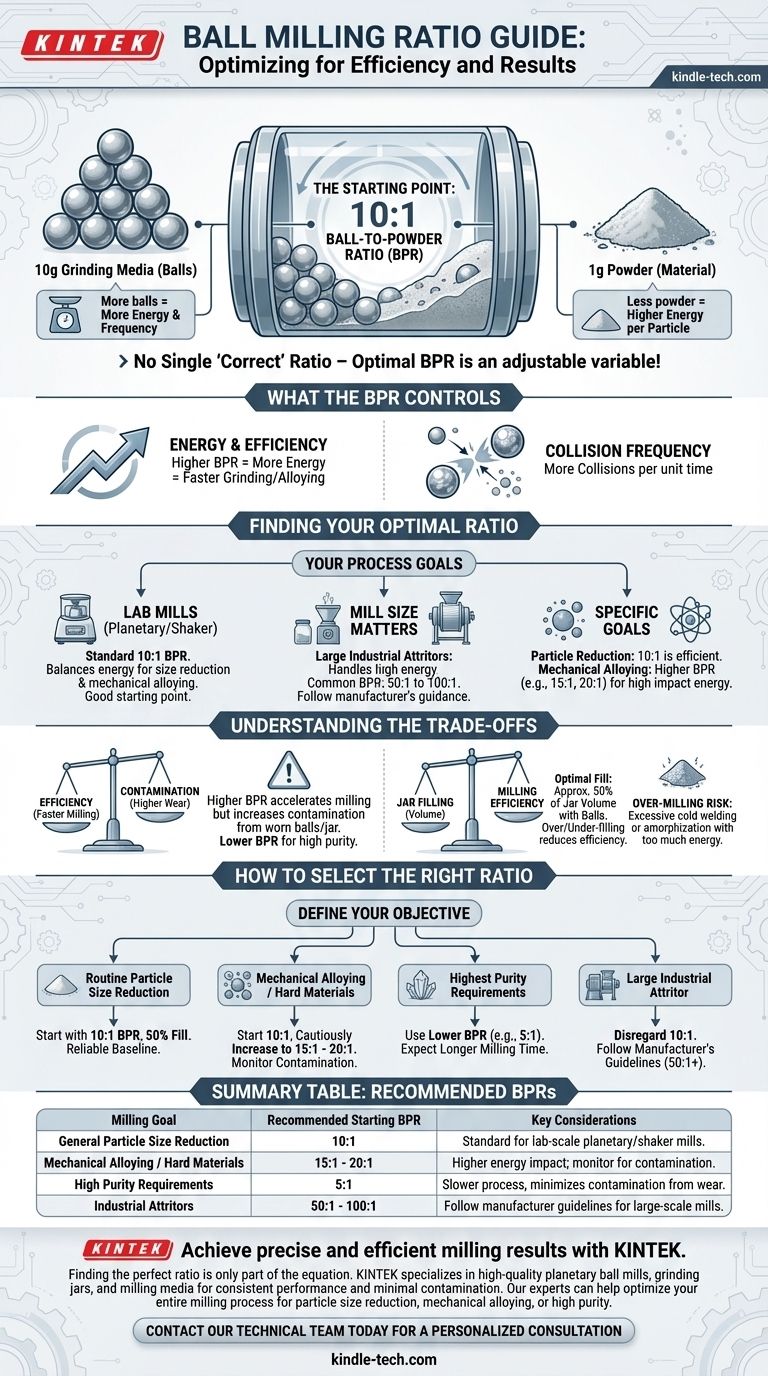
作为起点,球磨中最常用的比例是按重量计的10:1 球粉比(BPR)。这意味着对于每 10 克研磨介质(球),您将使用 1 克要研磨的粉末。这个比例是一个公认的经验法则,尤其适用于较小的实验室规模研磨操作。
单一“正确”比例的概念是一种误解。最佳的球粉比不是一个固定数值,而是一个关键变量,必须根据您的具体设备、材料和期望的结果进行调整。
球粉比实际上控制着什么
研磨介质与材料之间的比例是您控制研磨过程能量和效率的主要杠杆。理解这个比例的含义是获得一致结果的关键。
核心比例的定义
在这种情况下,“比例”一词几乎总是指球粉比(BPR)。这是一个简单的计算,即研磨介质(球)的总质量除以待加工材料或粉末的总质量。
为什么 BPR 至关重要
BPR 直接决定了施加到粉末上的能量。较高的 BPR 意味着相对于粉末的球更多,从而导致更频繁和更有力的碰撞。这通常会带来更快、更有效的研磨或合金化效果。

找到您的最佳比例
虽然 10:1 是标准起点,但它不是一个普遍的常数。您工艺的理想 BPR 在很大程度上取决于您的具体目标和所使用的设备类型。
实验室研磨机的 10:1 起点
对于大多数台式和小型行星式或振动式研磨机(例如 SPEX 生产的),10:1 BPR 提供了很好的平衡。它提供了足够的能量来实现有效的粒度减小和机械合金化,而不会过于剧烈。
研磨机尺寸的影响
大型工业研磨机,通常称为搅拌磨(attritors),其工作原理不同,可以承受高得多的能量输入。对于这些系统,50:1 甚至 100:1 的 BPR 很常见。这些研磨机经过优化设计,可以管理如此大量研磨介质产生的热量和力。
您的研磨目标
您期望的结果是一个主要因素。简单的粒度减小可以在标准的 10:1 比例下高效实现。然而,像机械合金化这样的过程,即您试图迫使不同元素在原子层面形成新合金,通常需要更高的冲击能量,并可能受益于更高的 BPR。
理解权衡
提高 BPR 并不是效率上的“免费”提升。它引入了您必须管理的、以确保最终产品质量的关键权衡。
效率与污染
这是最重要的权衡。较高的 BPR 会加速研磨,但也会增加研磨球和罐体内部的磨损率。这些磨损的材料会污染您的粉末。如果您需要非常高的纯度,您可能需要使用较低的 BPR 并在更长的时间内进行研磨。
罐体填充度的重要性
除了 BPR 之外,罐体内的总体积也至关重要。通常的经验法则是,研磨球应填充罐体体积的约 50%。然后,粉末填充球之间的(间隙)空间。罐体填充过多或过少都会严重降低研磨效率,无论 BPR 如何。
过度研磨的风险
过多的能量,无论是来自过高的 BPR 还是研磨时间过长,都可能是有害的。它可能导致颗粒过度冷焊或在某些情况下,将晶体材料转变为无定形材料等不良影响。
如何为您的工艺选择正确的比例
使用标准比例作为基线,并根据对您目标的清晰理解进行调整。
- 如果您的主要重点是常规粒度减小: 从标准的 10:1 BPR 和 50% 的罐体填充度开始。这是最可靠的起点。
- 如果您的主要重点是机械合金化或研磨硬质材料: 考虑从 10:1 开始,谨慎地增加到 15:1 或 20:1,同时仔细监测污染情况。
- 如果您的首要任务是保持绝对最高的纯度: 使用较低的 BPR,例如 5:1,并接受研磨过程将需要更长的时间才能完成。
- 如果您使用的是大型工业搅拌磨: 请忽略 10:1 规则,并遵循制造商的指南,他们很可能会指定一个高得多的 BPR(50:1 或更高)。
最终,理想的比例是您为以最高效率实现特定结果而确定的实验参数。
总结表:
| 研磨目标 | 推荐的起始 BPR | 关键考虑因素 |
|---|---|---|
| 一般粒度减小 | 10:1 | 实验室规模行星/振动研磨机的标准。 |
| 机械合金化/硬质材料 | 15:1 - 20:1 | 更高的能量冲击;监测污染情况。 |
| 高纯度要求 | 5:1 | 过程较慢,最大限度地减少磨损造成的污染。 |
| 工业搅拌磨 | 50:1 - 100:1 | 遵循制造商关于大型研磨机的指南。 |
使用 KINTEK 实现精确高效的研磨结果。
找到完美的球粉比对您的研究至关重要,但这只是等式的一部分。合适的实验室设备同样重要。KINTEK 专注于高质量的行星式球磨机、研磨罐和研磨介质,旨在实现一致的性能和最小的污染。
我们的专家可以帮助您为您的特定应用选择理想的设置,无论您是专注于粒度减小、机械合金化还是保持高纯度。让我们与您合作,优化您的整个研磨过程。
立即联系我们的技术团队进行个性化咨询,了解 KINTEK 的解决方案如何增强您实验室的能力。
图解指南