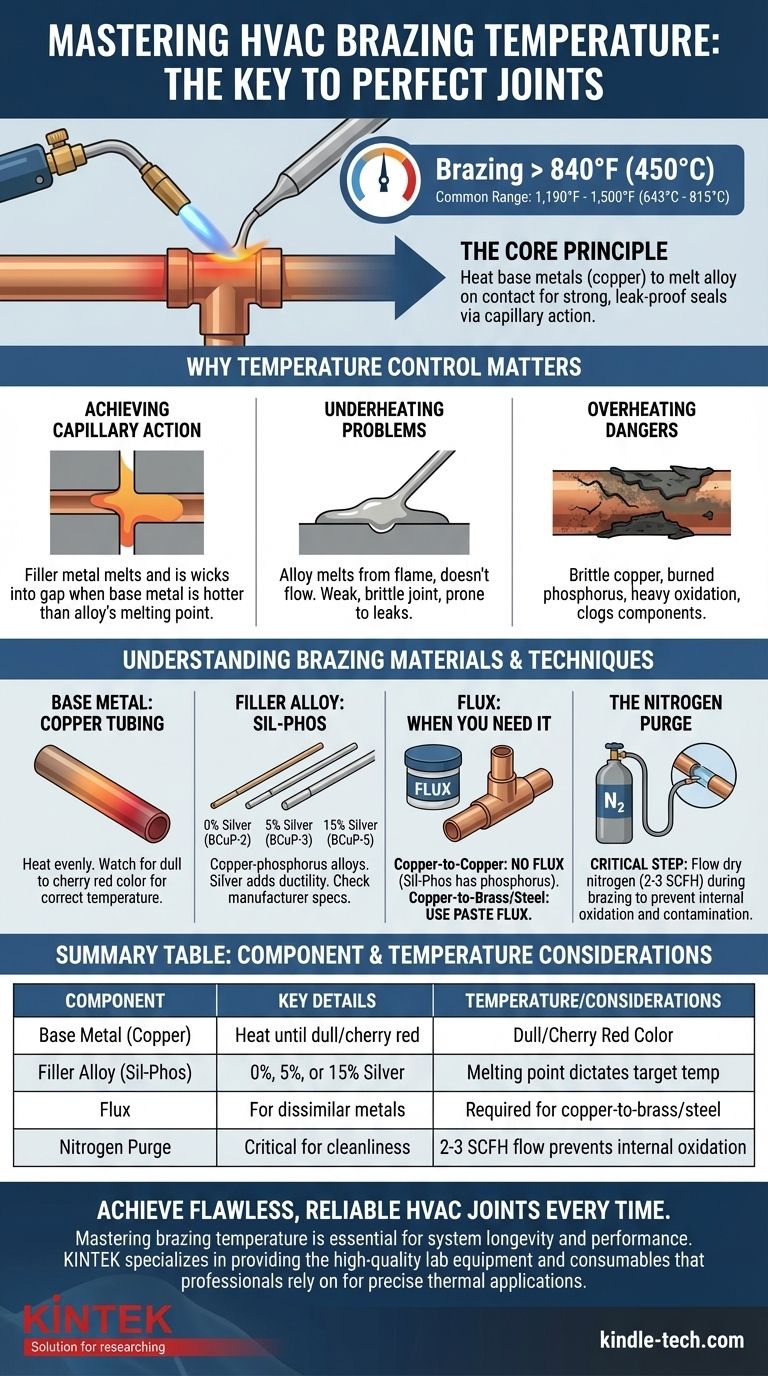
在 HVAC 中,钎焊的温度高于 840°F (450°C), 但精确的目标温度取决于所使用的具体填充金属合金。对于制冷系统中常见的铜和磷铜合金,这通常落在 1,190°F 至 1,500°F (643°C 至 815°C) 的工作范围内。
钎焊的核心原理并非火焰的温度,而是将母材(铜管)加热到足以在接触时熔化钎焊合金的程度。这确保了填充金属通过毛细作用被吸入接头深处,从而形成坚固、永久且防漏的密封。
为何温度控制是完美接头的关键
成功的钎焊是物理学而非蛮力的问题。铜管的温度直接控制着填充金属的行为。要做到正确,对于 HVAC 系统的长期可靠性来说是不可妥协的。
实现适当的毛细作用
毛细作用是一种液体在没有帮助的情况下流入狭窄空间,通常是逆重力流动的现象。为了使钎焊起作用,填充金属必须熔化并被吸入管道和接头之间的狭窄缝隙中。
这只有在母材达到正确温度——高于填充合金熔点时才会发生。受热的铜本质上将熔融合金“吸入”接头,形成完整均匀的结合。
加热不足的问题
如果母材不够热,钎焊条会因直接接触焊枪火焰而熔化,但不会正确流入接头。
这会导致结合不良,合金只是停留在表面。接头会变得脆弱、易碎,在制冷系统的高压下几乎肯定会泄漏。
过热的危险
过热与加热不足一样具有破坏性。铜过热会导致其变脆,并可能烧掉填充合金中的磷,而磷对其流动性至关重要。
更重要的是,它会在管道内部和外部产生严重的氧化(黑色、片状的氧化皮)。这种氧化会阻止填充金属与铜结合,并可能在系统内部脱落,堵塞节流装置和压缩机部件等关键组件。

了解您的钎焊材料
您所追求的温度直接取决于您要连接的材料。每个组件在此过程中都扮演着特定的角色。
母材:铜管
在 HVAC 中,主要的母材是铜。您的目标是均匀加热管道和接头。关键是观察铜的颜色;暗红色到樱桃红色表示您正在接近正确的钎焊温度范围。
填充合金:磷铜
HVAC 最常用的填充金属是铜磷合金,通常称为磷铜或以 Sil-Fos 等品牌名称出售。合金中银的百分比会影响其性能:
- 0% 银 (BCuP-2): 铜对铜接头的经济型选择。它的熔点略高,比含银合金更脆。
- 5% 或 15% 银 (BCuP-3, BCuP-5): 添加银会降低熔点并增加合金的延展性,使其更耐振动。这通常是压缩机附近接头的首选。
务必查阅制造商的规格,了解您特定钎焊条的推荐工作温度。
焊剂:何时需要(何时不需要)
焊剂是一种化学清洁剂,可防止氧化并促进填充金属的流动。
- 用于铜对铜: 使用磷铜(磷铜)合金时,您不需要焊剂。焊条中的磷充当助焊剂。
- 用于铜对黄铜或钢: 您必须使用单独的膏状焊剂。焊条中的磷不足以清洁异种金属,例如维修阀中的黄铜。
最容易被忽视的步骤:氮气吹扫
在加热管道外部时,您必须控制内部环境。未能做到这一点是 HVAC 工作中最常见且代价最高的错误之一。
为何内部氧化是您的敌人
当您加热铜时,管道内的氧气会迅速形成黑色、片状的氧化铜垢。这种氧化垢不会保持原位。随着时间的推移,它会脱落并随制冷剂和油循环。
这种污染会堵塞热力膨胀阀 (TXV) 的细小孔口,刮伤压缩机轴承,并导致系统过早失效。
解决方案:低压吹扫
解决方案是,在钎焊时用干燥氮气吹扫管路。通过让极低流量的氮气(2-3 SCFH)流过管道,您可以置换所有氧气。
这可以防止管道内表面形成任何氧化,确保系统保持完美清洁。这不是一个可选步骤;它是专业、可靠安装和维修的标志。
为您的系统做出正确选择
您的钎焊方法应该深思熟虑,并清楚了解材料和预期结果。
- 如果您的主要关注点是标准的铜对铜接头: 使用磷铜合金,并将接头加热至樱桃红色,然后引入焊条。
- 如果您的主要关注点是将铜连接到黄铜阀门: 在加热之前,在两个部件上涂抹一层薄薄的白色膏状焊剂,并使用含银钎焊合金以获得卓越的粘合效果。
- 如果您的主要关注点是系统的使用寿命和可靠性: 始终,毫无例外地,在每次钎焊时使用低流量氮气吹扫,以防止内部污染。
最终,掌握钎焊温度在于了解如何利用材料为您服务,以创建清洁、坚固和永久的连接。
总结表:
| 钎焊组件 | 关键细节 | 温度/注意事项 |
|---|---|---|
| 母材 | 铜管 | 加热至出现暗红色/樱桃红色。 |
| 填充合金(磷铜) | 0%、5% 或 15% 银 | 熔点决定目标温度。 |
| 焊剂 | 用于异种金属(例如黄铜) | 铜对黄铜/钢接头必需。 |
| 氮气吹扫 | 清洁度至关重要 | 2-3 SCFH 流量可防止内部氧化。 |
每次都能实现完美、可靠的 HVAC 接头。
掌握钎焊温度对于系统的使用寿命和性能至关重要。KINTEK 专注于提供专业人士赖以进行精确热应用的高质量实验室设备和耗材。
让我们帮助您确保每个连接都完美无缺。 立即通过我们的联系表格联系我们的专家,讨论您的具体需求以及我们的解决方案如何支持您的工作。
图解指南