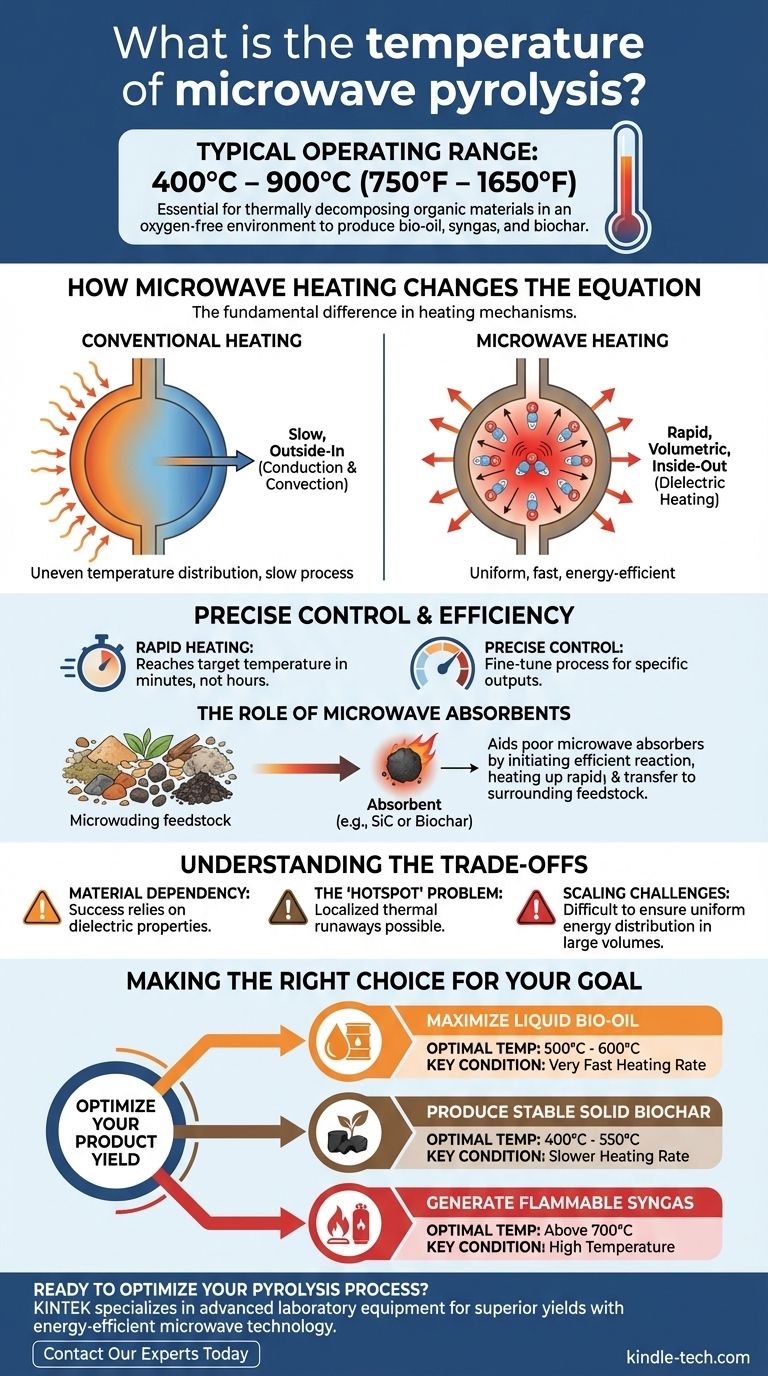
简而言之,微波热解通常在400°C至900°C(750°F至1650°F)之间运行。 这个温度范围是热分解生物质或塑料等有机材料在无氧环境中的必要条件。虽然该过程可以在200-300°C左右的较低温度下开始,但需要更高的温度范围才能有效生产生物油、合成气和生物炭等有价值的产品。
关键的区别不在于最终温度(这与传统方法相似),而在于如何达到该温度。微波热解从内到外加热材料,提供快速、有针对性的能量传递,从根本上改变了过程控制和效率。
微波加热如何改变局面
要理解微波热解的重要性,您必须首先了解加热机制的根本区别。传统方法通常缓慢且效率低下,而微波加热是体积式且即时的。
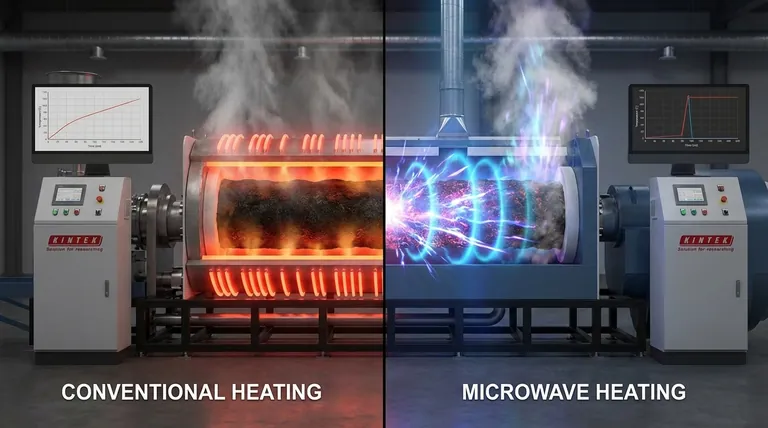
传统加热与微波加热
传统热解依赖于传导和对流。热量施加到反应器外部,然后缓慢地向内传递到原料,很像在烤箱中烹饪一块厚肉。这个过程很慢,可能导致温度分布不均匀。
微波热解使用介电加热。微波直接激发材料内的极性分子,使它们振荡并在内部均匀地产生热量。这是一种“由内而外”的方法,速度显著加快,能源效率也更高。
微波吸收剂的作用
一个关键因素是并非所有材料都能很好地被微波加热。例如,许多类型的生物质是较差的微波吸收剂。
为了克服这个问题,通常将微波吸收材料(如碳化硅或上次运行产生的生物炭)与原料混合。这种吸收材料会迅速升温,然后通过传导将热量传递给周围的原料,从而有效地启动热解反应。
精确快速的温度控制
由于热量是由可以立即开启或关闭的能源直接在材料内部产生的,微波热解提供了卓越的控制能力。
加热速度极快,操作员可以在几分钟而不是几小时内达到目标温度。这种精度使得可以对过程进行微调,以利于生产特定产物,无论是液态生物油、固态生物炭还是可燃合成气。
理解权衡
尽管具有创新性,微波热解并非没有挑战。理解其局限性对于实际应用至关重要。
材料依赖性
该过程的成功高度依赖于原料的介电特性。那些不能很好地吸收微波能量的材料需要添加吸收剂,这会增加过程的复杂性和成本。
“热点”问题
虽然通常比传统方法更均匀,但微波加热仍然可能产生局部热失控或“热点”。如果管理不当,这些可能导致产品质量不一致,并可能损坏反应器设备。
规模化挑战
微波技术在实验室和中试规模上非常有效。然而,将其扩展到大型工业级操作会带来重大的工程和经济挑战,特别是在反应器设计和确保大量材料的均匀能量分布方面。
为您的目标做出正确选择
400-900°C范围内的最佳温度完全取决于您所需的最终产品。微波技术为您提供了精确控制以实现这些结果的能力。
- 如果您的主要目标是最大化液态生物油: 通常,500-600°C左右的适中温度和非常快的加热速率最有效。
- 如果您的主要目标是生产稳定的固态生物炭: 较低的温度(通常在400-550°C之间)和较慢的加热速率将最大化固体产率。
- 如果您的主要目标是产生可燃合成气: 需要更高的温度,通常高于700°C,才能将材料进一步分解为气态组分。
最终,微波热解通过精确的体积加热,为控制化学分解提供了一个强大的工具。
总结表:
| 目标产品 | 最佳温度范围 | 关键条件 |
|---|---|---|
| 最大化液态生物油 | 500°C - 600°C | 非常快的加热速率 |
| 生产稳定的固态生物炭 | 400°C - 550°C | 较慢的加热速率 |
| 产生可燃合成气 | 高于700°C | 高温 |
准备好通过精确的温度控制优化您的热解过程了吗? KINTEK专注于先进的实验室设备,包括热解系统。我们的专业知识可以帮助您通过节能的微波技术实现生物油、生物炭或合成气的卓越产率。立即联系我们的专家,讨论您的具体应用和目标!
图解指南
相关产品
- 微波等离子体化学气相沉积MPCVD设备系统反应器,用于实验室和金刚石生长
- 电动回转窑连续工作小型回转炉加热裂解装置
- 电动回转窑热解炉设备煅烧小型回转炉旋转炉
- 电动旋转窑小型旋转炉生物质裂解装置
- 微波消解罐定制PTFE特氟龙零件制造商







