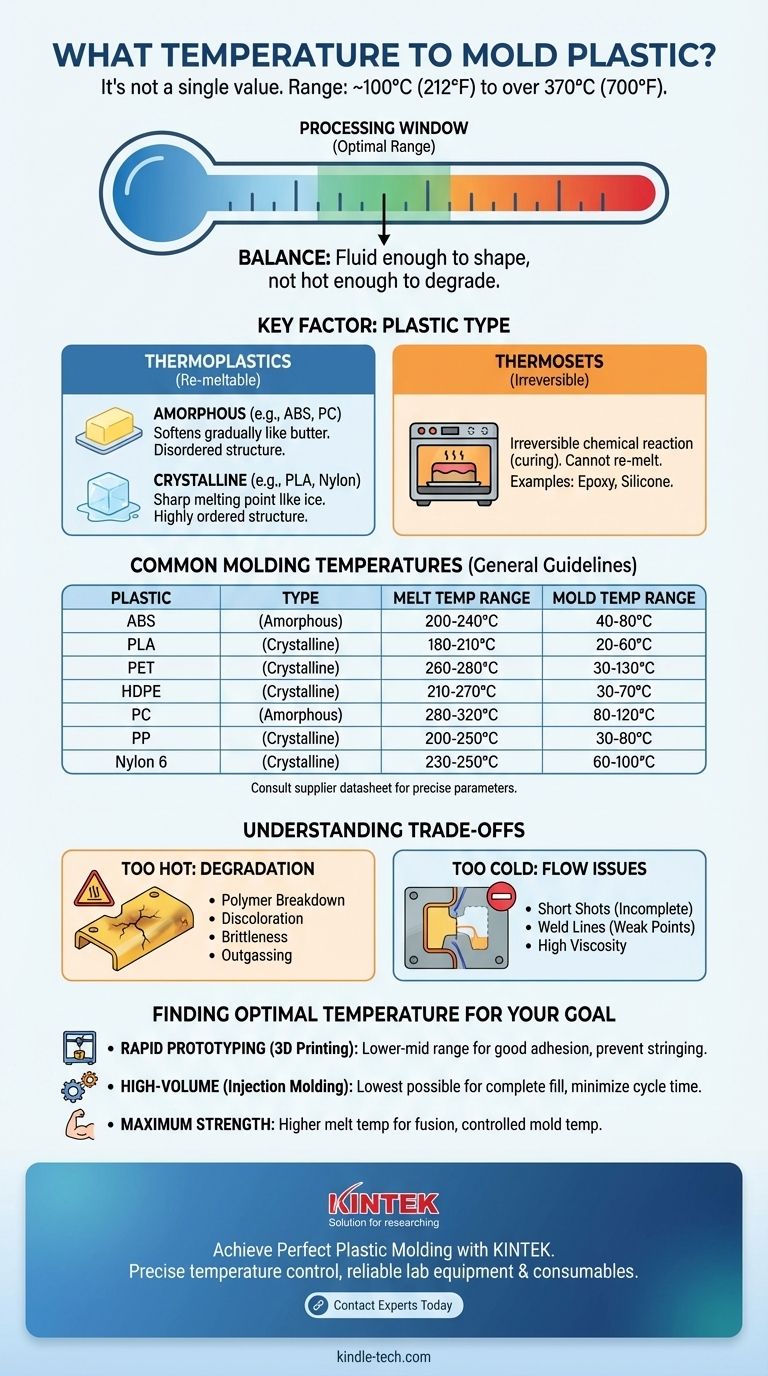
塑料成型所需的温度并非单一数值;它在约100°C (212°F) 到超过370°C (700°F) 之间变化巨大。精确的温度完全取决于所使用的具体塑料类型、制造工艺(如注塑成型或3D打印)以及最终产品所需的性能。每种聚合物都有一个独特的加工窗口,必须遵守才能获得成功的结果。
核心原则是,每种塑料都有一个特定的“加工窗口”——一个温度范围,在这个范围内它足够流动以进行塑形,但又不会过热以至于开始降解。找到这个最佳温度是材料固有特性与制造工艺要求之间的一个关键平衡点。
关键因素:塑料类型
决定成型温度的最重要变量是塑料本身的化学结构。这决定了材料在加热和冷却时的行为。
热塑性塑料与热固性塑料
塑料大致分为两大类。热塑性塑料可以多次熔化和重塑,而不会发生显著的化学变化,就像冰可以融化成水再重新结冰一样。这类材料包括常见的聚乙烯 (PE)、聚丙烯 (PP) 和 ABS。
另一方面,热固性塑料在加热时会发生不可逆的化学反应(固化)。一旦固化,它们就不能再重新熔化。这个过程更像是烤蛋糕;你不能把它变回面糊。例子包括环氧树脂、硅酮和聚氨酯。
无定形与结晶结构
在热塑性塑料中,材料的分子结构进一步定义了其熔化行为。无定形塑料,如聚碳酸酯 (PC),具有无序的分子结构。它们没有尖锐的熔点,而是在较宽的温度范围内逐渐软化,就像黄油一样。
结晶塑料,如尼龙 (PA),具有高度有序、紧密堆积的分子结构。它们的行为更像冰,保持固态直到达到一个非常特定、尖锐的熔点,然后迅速变为液体。

常见成型温度指南
对于注塑成型中使用的热塑性塑料,熔融塑料的温度(熔体温度)和模具本身的温度(模具温度)都至关重要。模具温度保持显著较低,以控制固化速率,这会影响零件的最终表面光洁度、尺寸和强度。
| 塑料名称 | 类型 | 典型熔体温度范围 | 典型模具温度范围 |
|---|---|---|---|
| ABS(丙烯腈-丁二烯-苯乙烯) | 无定形 | 200 - 240°C (392 - 464°F) | 40 - 80°C (104 - 176°F) |
| PLA(聚乳酸) | 结晶 | 180 - 210°C (356 - 410°F) | 20 - 60°C (68 - 140°F) |
| PET(聚对苯二甲酸乙二醇酯) | 结晶 | 260 - 280°C (500 - 536°F) | 30 - 130°C (86 - 266°F) |
| HDPE(高密度聚乙烯) | 结晶 | 210 - 270°C (410 - 518°F) | 30 - 70°C (86 - 158°F) |
| 聚碳酸酯 (PC) | 无定形 | 280 - 320°C (536 - 608°F) | 80 - 120°C (176 - 248°F) |
| 聚丙烯 (PP) | 结晶 | 200 - 250°C (392 - 482°F) | 30 - 80°C (86 - 176°F) |
| 尼龙 6 (PA6) | 结晶 | 230 - 250°C (446 - 482°F) | 60 - 100°C (140 - 212°F) |
注意:这些是通用指南。请务必查阅具体材料供应商的数据表,以获取最准确的加工参数。
理解权衡
选择温度不仅仅是让塑料液化;这是一个精心的平衡行为,旨在控制材料的行为并避免缺陷。
过热:降解的危险
超过建议的加工窗口可能导致聚合物链断裂。这种热降解会引发几个问题。
您可能会看到变色(特别是发黄或发棕)、冲击强度损失导致零件变脆,以及脱气可能导致表面缺陷,如银纹。
过冷:流动和熔合的问题
如果温度过低,塑料的粘度会过高。它将无法足够容易地流动以填充整个模腔,导致零件不完整,即所谓的“短射”。
即使模具填充了,冷塑料也可能在两个流前相遇但未能正确熔合的地方产生弱点,称为熔接线,从而损害零件的结构完整性。
为您的项目找到最佳温度
理想的温度设置取决于您的具体目标,因为您总是在速度、质量和材料性能之间寻求平衡。
- 如果您的主要重点是快速原型制作(如3D打印): 优先考虑良好的层间附着力和尺寸精度,这通常意味着在推荐温度范围的低端到中端运行,以防止拉丝和变形。
- 如果您的主要重点是大批量生产(注塑成型): 目标是尽可能低的熔体温度,同时仍能完全填充模具,以最大限度地缩短循环时间并节省能源。
- 如果您的主要重点是最大零件强度: 确保熔体温度足够高,以实现熔接线处的完全分子熔合,并使用受控的模具温度来管理晶体结构并减少内应力。
最终,要成功制造塑料零件,需要将制造商的数据表作为起点,然后进行小而有条不紊的调整,以完善您的特定应用工艺。
总结表:
| 塑料名称 | 类型 | 典型熔体温度范围 | 典型模具温度范围 |
|---|---|---|---|
| ABS | 无定形 | 200 - 240°C (392 - 464°F) | 40 - 80°C (104 - 176°F) |
| PLA | 结晶 | 180 - 210°C (356 - 410°F) | 20 - 60°C (68 - 140°F) |
| PET | 结晶 | 260 - 280°C (500 - 536°F) | 30 - 130°C (86 - 266°F) |
| HDPE | 结晶 | 210 - 270°C (410 - 518°F) | 30 - 70°C (86 - 158°F) |
| 聚碳酸酯 (PC) | 无定形 | 280 - 320°C (536 - 608°F) | 80 - 120°C (176 - 248°F) |
| 聚丙烯 (PP) | 结晶 | 200 - 250°C (392 - 482°F) | 30 - 80°C (86 - 176°F) |
| 尼龙 6 (PA6) | 结晶 | 230 - 250°C (446 - 482°F) | 60 - 100°C (140 - 212°F) |
使用 KINTEK 实现完美的塑料成型
掌握塑料材料精确的温度要求对于避免降解或填充不完整等缺陷至关重要。KINTEK 专注于提供高质量的实验室设备和耗材,以满足您实验室的独特需求。无论您是从事快速原型制作、大批量生产,还是需要最大零件强度的研究,我们的专业知识都能确保您获得最佳结果。
让我们帮助您:
- 选择合适的设备,实现精确的温度控制和一致的性能。
- 优化您的工艺,使用符合严格材料规格的可靠耗材。
- 提高您实验室的效率,提供专为准确性和耐用性设计的解决方案。
不要让温度挑战影响您项目的成功。立即联系我们的专家,讨论 KINTEK 如何支持您的塑料成型应用并提供您的工作所需的质量。
图解指南