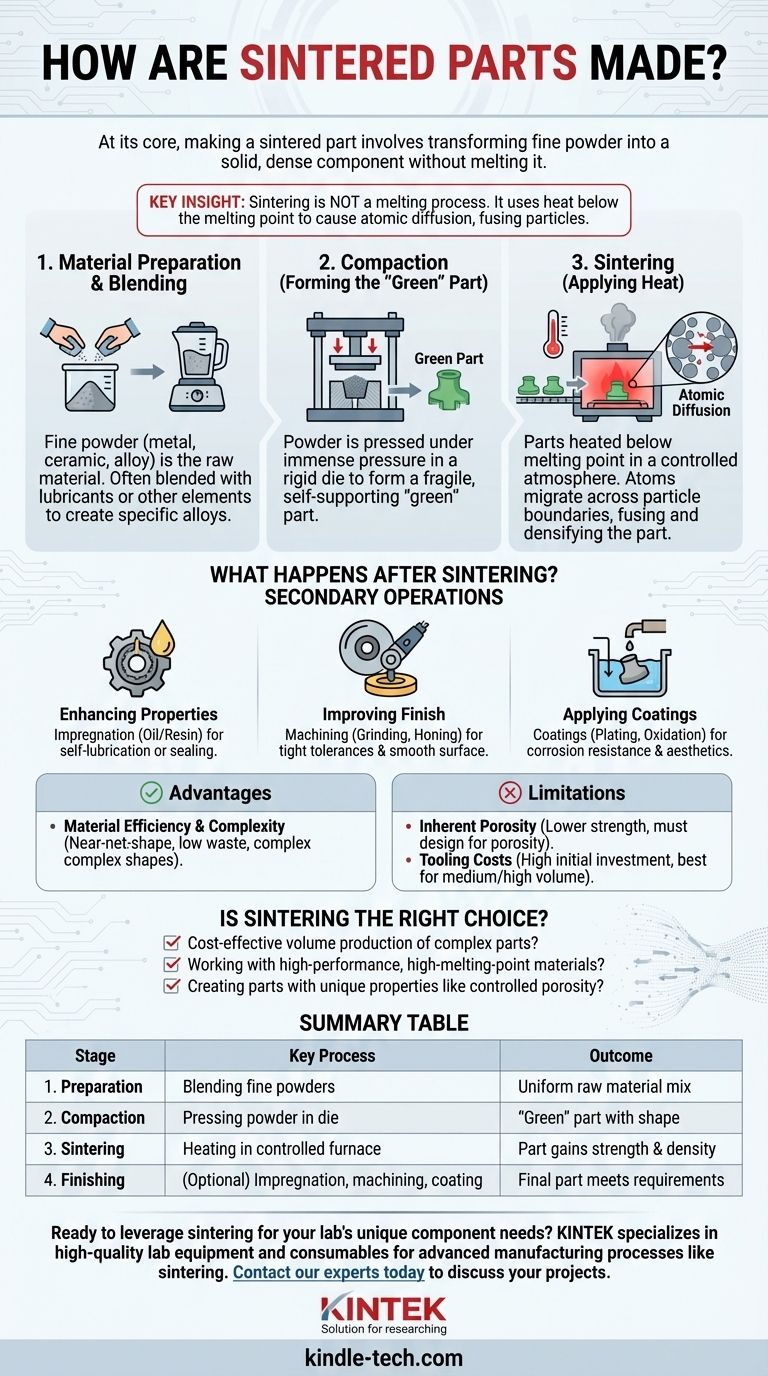
从本质上讲,制造烧结零件涉及将细粉末转化为坚固、致密的部件,而无需将其熔化。该过程包括三个主要阶段:混合原材料粉末,在高压下将其压制成初步形状,然后将该形状在受控炉中加热以将颗粒粘合在一起。
关键的见解是,烧结不是一个熔化过程。相反,它利用低于材料熔点的热量,使原子跨越颗粒边界扩散,将粉末熔合形成一个坚固的、近净形的零件。这使其成为难以熔化、铸造或加工的材料的理想方法。
烧结工艺:分步解析
要真正理解烧结零件是如何制造的,我们必须研究粉末冶金(针对金属)或陶瓷制造过程的每个阶段。
步骤1:材料准备和混合
整个过程始于原材料,它始终是细粉末。这可以是纯金属、金属合金或陶瓷化合物。
这种粉末通常与其他元素混合。可以添加润滑剂以改善压实过程,或者可以混合不同的金属粉末以直接在零件中创建特定的合金。
步骤2:压实(形成“生坯”零件)
接下来,将精确测量量的混合粉末送入刚性模具或模具中。
然后,粉末在巨大的压力下被压实,通常来自上方和下方。这迫使粉末颗粒紧密接触,形成一个脆弱的、自支撑的部件,称为“生坯”零件。这种生坯零件具有所需的形状和尺寸,但机械强度非常低。
步骤3:烧结(加热)
生坯零件被小心地放置在陶瓷托盘上,并装入具有受控气氛的高温炉中。这种气氛可以防止加热过程中氧化。
零件被加热到低于材料熔点的温度。在这个高温下,会发生原子扩散过程。原子跨越单个颗粒的边界迁移,导致它们融合在一起。这会使零件收缩,消除大部分孔隙率,并显著增加其密度、硬度和强度。

烧结后会发生什么?二次操作
从炉中取出的零件通常不是最终产品。可以应用各种二次和精加工工艺来满足特定的工程要求。
增强机械性能
对于需要特定性能的应用,烧结零件可以进行浸渍。油浸常用于制造自润滑轴承,而树脂浸渍则用于密封任何剩余的孔隙并使零件耐压。
提高表面光洁度和精度
虽然烧结生产近净形零件,但高精度应用可能需要进一步精加工。研磨、珩磨和抛光等机械加工工艺可用于实现非常严格的尺寸公差和光滑的表面光洁度。对于陶瓷,这通常需要超硬金刚石工具。
应用保护涂层
为了提高耐腐蚀性或美观性,烧结金属零件可以进行涂层。常见的工艺包括镀锌、镀镍、镀铬和蒸汽氧化,后者在表面形成耐用的氧化层。
理解烧结的权衡
像任何制造过程一样,烧结具有独特的优点和局限性,使其适用于某些应用而不适用于其他应用。
主要优势:材料效率和复杂性
烧结擅长以最少的材料浪费生产复杂、精密的形状。由于零件是从粉末而不是从实心块加工而成,因此它是一个极其高效的近净形工艺。这对于昂贵或难以加工的材料尤其有价值。
主要局限性:固有孔隙率
除非进行浸渍或热等静压等二次步骤,否则烧结零件将保留一定程度的孔隙率。这可能使其不如由锻造金属或完全致密铸件制成的同等零件坚固。在设计阶段必须考虑这种孔隙率。
考虑因素:模具成本
用于压实的硬化钢模具设计和制造成本高昂。这种高昂的初始投资意味着烧结对于中高批量生产运行最具成本效益,因为模具成本可以分摊到数千或数百万个零件上。
烧结是您项目的正确选择吗?
使用这些指南来确定烧结是否符合您的目标。
- 如果您的主要重点是复杂零件的经济高效批量生产:烧结是制造数千个相同金属部件的绝佳选择,其中高昂的模具成本可以通过较低的单件价格来证明。
- 如果您的主要重点是使用高性能材料:烧结是成形陶瓷或难熔金属(如钨)的唯一可行方法之一,这些材料具有极高的熔点。
- 如果您的主要重点是制造具有独特性能的零件:选择烧结用于特殊应用,例如依赖于受控孔隙率和油浸的透气过滤器或自润滑轴承。
通过了解从粉末到成品部件的完整过程,您可以自信地利用烧结来实现您的特定设计和制造目标。
总结表:
| 阶段 | 关键工艺 | 结果 |
|---|---|---|
| 1. 准备 | 混合细金属/陶瓷粉末 | 均匀的原材料混合物 |
| 2. 压实 | 在高压下在模具中压制粉末 | 具有初步形状的“生坯”零件 |
| 3. 烧结 | 在受控气氛炉中加热 | 原子扩散,零件获得强度和密度 |
| 4. 精加工 | (可选)浸渍、机械加工或涂层 | 最终零件满足特定要求 |
准备好利用烧结满足您实验室独特的部件需求了吗? KINTEK 专注于提供高质量的实验室设备和耗材,这些对于烧结等先进制造工艺至关重要。无论您是开发新材料还是扩大生产,我们的专业知识都能确保您拥有实现精度和效率的正确工具。立即联系我们的专家,讨论我们如何支持您实验室的烧结和粉末冶金项目。
图解指南