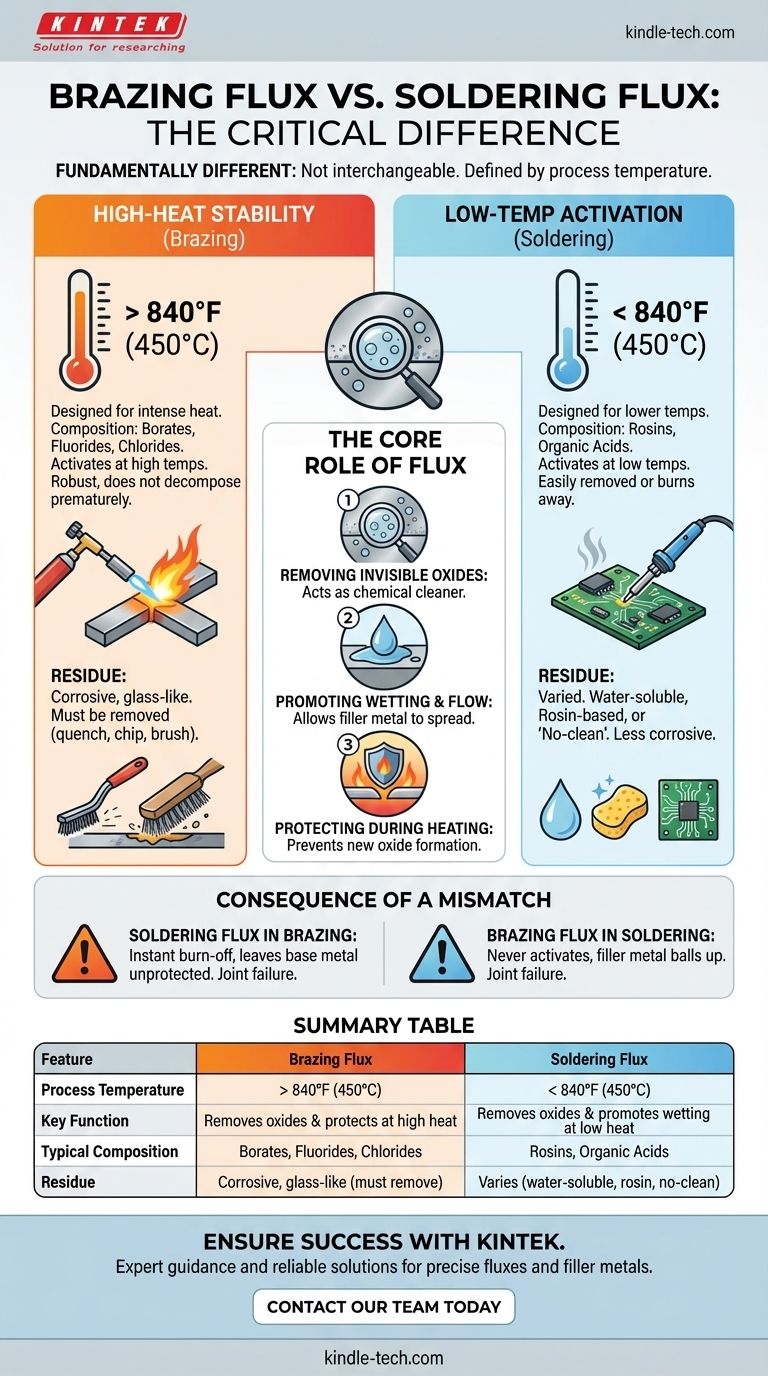
是的,钎焊助焊剂和焊锡助焊剂在根本上是不同的,并且不能互换使用。主要区别在于它们的化学配方,该配方旨在匹配每种工艺的独特温度范围。钎焊助焊剂设计用于在高于 840°F (450°C) 的温度下保持稳定和活性,而焊锡助焊剂则设计用于在焊锡的典型较低温度下工作。
要理解的核心原则是助焊剂必须在填充金属的工作温度下保持活性。使用错误的助焊剂会导致它在接头形成之前无法活化或烧毁,从而导致接头立即失效。
助焊剂的核心作用:无形的伙伴
要理解助焊剂为何不同,您必须首先了解助焊剂的作用。它不是可有可无的添加剂;它是成功接头的化学先决条件。
清除看不见的氧化物
所有金属,即使看起来干净,表面也覆盖着一层薄薄的、看不见的氧化物。这层氧化物会阻止熔融的填充金属与母材结合。当零件加热时,助焊剂充当化学清洁剂,清除这层氧化物。
促进润湿和流动
一旦氧化物被清除,助焊剂就会形成一个干净、受保护的表面。这使得熔融的填充金属能够“润湿”母材,即均匀地铺展在表面上并被毛细作用力吸入接头的能力。
在加热过程中保护接头
当您加热金属部件时,氧化速率会急剧增加。助焊剂在接头区域形成一个保护层,防止在操作过程中形成新的氧化物。
为什么温度决定了助焊剂的配方
焊锡和钎焊工艺温度的巨大差异是决定助焊剂化学成分的最重要因素。
钎焊助焊剂的挑战:高温稳定性
钎焊发生在高温下,通常在 1100°F 至 2200°F (600°C 至 1200°C) 之间。钎焊助焊剂必须足够坚固,能够承受这种剧烈的热量而不会过早分解或烧毁。
这些助焊剂通常由复杂的化学化合物制成,例如硼酸盐、氟化物和氯化物。它们在室温下不活泼,只有在高温下才会成为强效化学清洁剂。
焊锡助焊剂的挑战:低温活化
焊锡在低得多的温度下进行,通常低于 840°F (450°C)。钎焊助焊剂在这里将毫无用处,因为它会保持干燥、惰性的粉末状态,永远不会活化。
焊锡助焊剂的配方中含有在这些较低温度下活化的松香或有机酸。它们旨在有效清洁表面,然后燃烧掉或易于清除。
错配的后果
如果您在钎焊操作中使用焊锡助焊剂,它会在钎焊填充金属熔化之前立即烧掉并蒸发,使母材失去保护,并确保接头失效。
如果您在焊锡操作中使用钎焊助焊剂,温度将永远不会高到足以活化助焊剂。填充金属会结块并拒绝流动,就好像您试图在脏表面上进行焊锡一样。
了解权衡和残留物
化学差异也会影响工作完成后留下的东西。
钎焊助焊剂残留物:腐蚀性和玻璃状
由于含有强效化学盐,钎焊助焊剂残留物具有很强的腐蚀性。接头冷却后必须彻底清除。这种残留物通常坚硬且呈玻璃状,需要淬火、敲碎或钢丝刷才能清除。
焊锡助焊剂残留物:多种选择
焊锡助焊剂提供了更多选择。水溶性助焊剂具有腐蚀性,但易于用水清洗。松香基助焊剂要温和得多,腐蚀性也较小。现代电子产品通常使用“免清洗”助焊剂,其中最少的残留物无腐蚀性,可以留在电路板上。
为您的工艺做出正确的选择
为确保接头成功且持久,您的选择必须是深思熟虑的,并与工艺温度相匹配。
- 如果您的主要重点是使用银或青铜合金进行高强度连接(钎焊): 您必须使用在化学上设计用于承受和在高于 840°F (450°C) 的温度下活化的钎焊助焊剂。
- 如果您的主要重点是使用低熔点锡基合金进行连接(焊锡): 您必须使用配方用于在低于 840°F (450°C) 的温度下活化的焊锡助焊剂。
- 如果您的主要重点是工艺后清洁和安全: 务必清除腐蚀性的钎焊助焊剂残留物,对于焊锡,请选择能够完成工作中最温和的助焊剂(如松香或免清洗型)。
始终将助焊剂和填充金属视为一个单一的、不可分割的系统,以确保接头可靠。

摘要表:
| 特征 | 钎焊助焊剂 | 焊锡助焊剂 |
|---|---|---|
| 工艺温度 | > 840°F (450°C) | < 840°F (450°C) |
| 主要功能 | 在高温下清除氧化物和保护 | 在低温下清除氧化物和促进润湿 |
| 典型成分 | 硼酸盐、氟化物、氯化物 | 松香、有机酸 |
| 残留物 | 腐蚀性、玻璃状(必须清除) | 不同(可以是水溶性的、松香基的或免清洗的) |
使用 KINTEK 的正确材料,确保您的钎焊和焊锡项目取得成功。
选择正确的助焊剂对于创建牢固、可靠的接头至关重要。KINTEK 专注于提供高质量的实验室设备和消耗品,包括您的实验室或车间所需的精确助焊剂和填充金属。我们的专家可以帮助您根据您的具体应用和温度要求选择最完美的产品。
不要拿接头失效的风险——立即联系我们的团队,获取专家指导和可靠的解决方案!
图解指南