从本质上讲,三板模具提供了卓越的浇口灵活性和工艺自动化。主要优点是能够将浇口放置在零件的中心,从单个浇口喂料到多个型腔,并在脱模过程中自动将流道系统与成品零件分离。这种设计通常能以更具成本效益的机械解决方案,实现复杂热流道系统的浇口优势。
尽管比标准二板模具复杂,但三板模具可以解决关键的生产难题。它为脱模时流道与零件的分离提供了一个巧妙的机械解决方案,从而简化了特定零件几何形状和大批量需求下的生产周期。
三板模具解决的核心问题
当您需要在零件外边缘以外的任何位置设置浇口时,基本二板模具的局限性最为明显。这通常是出于美观原因或确保复杂形状中的塑料流动平衡所必需的。三板模具正是为克服这一限制而设计的。
工作原理:第二分型面
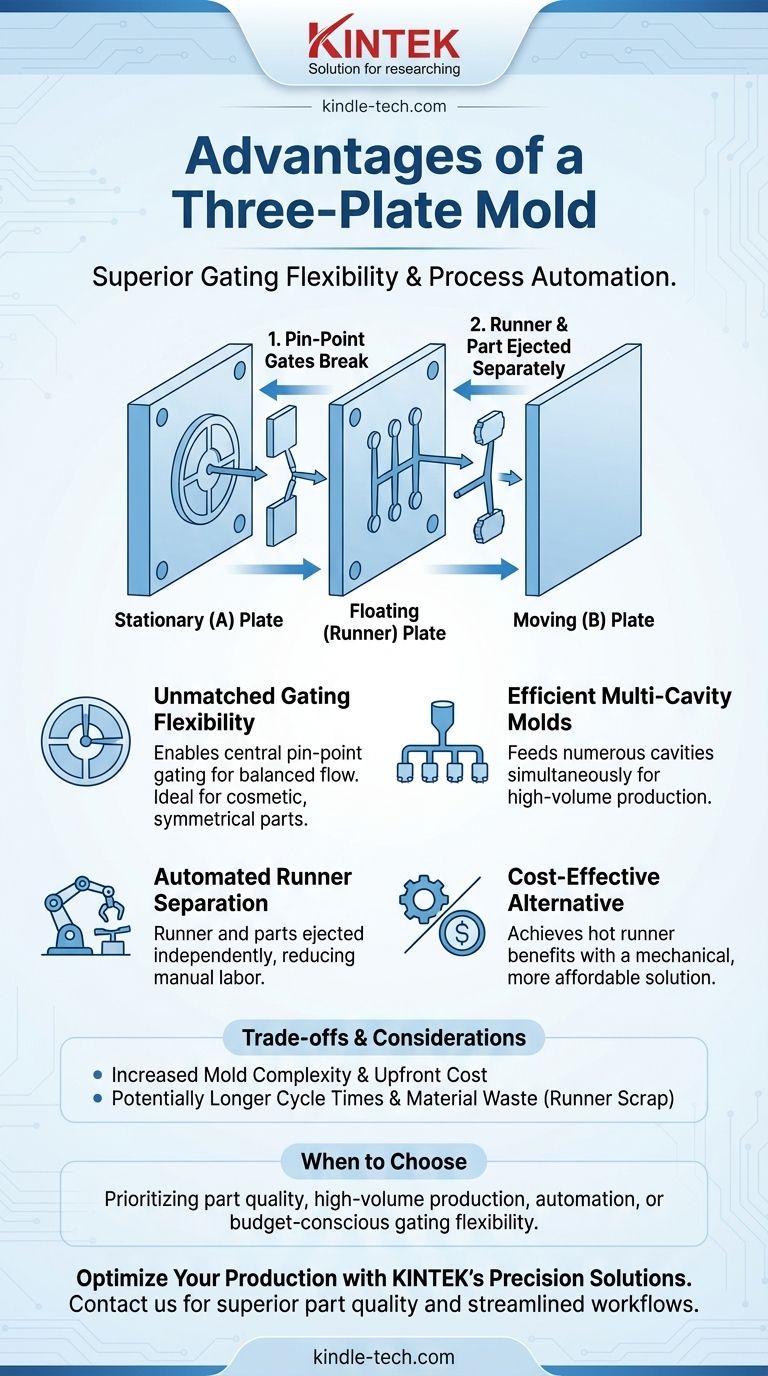
标准模具有一个分型面,两个半模在此处分离。三板模具引入了第二个分型面,形成了三个不同的部分:
- 固定(A)板:安装在机器的固定压板上,包含浇口套筒。
- 浮动(流道)板:位于中间,包含将塑料从浇口引导至浇口的流道系统。
- 动(B)板:包含零件型腔的型芯半边和顶出系统。
在成型周期中,模具分两步打开。第一次打开发生在固定板和浮动板之间,此时会断开微小的“点浇口”。第二次打开则使浮动板与动板分离,从而允许流道和成品零件分开顶出。
关键优势解释
三板模具独特的设计带来了几项强大的优势,使其复杂性物有所值。
无与伦比的浇口灵活性
最显著的优势是能够将浇口定位在零件表面的几乎任何位置。这在标准二板模具中是不可能的,后者仅限于边缘浇口。
中心点浇口对于圆形或对称零件至关重要,可确保塑料从中心向外均匀填充型腔。这可以防止熔接线,提高尺寸稳定性,并增强零件的外观美感。
高效的多腔模具
三板设计对于大批量生产非常有效。单个浇口可以向浮动板上的平衡流道系统供料,然后该系统同时向多个型腔输送材料。这使得在单个周期内高效成型许多小零件成为可能。
自动流道分离
由于流道系统位于一个单独的板上,因此它与成品零件分开顶出。这消除了从每个零件上修剪流道所需的手动劳动。对于大批量生产,这种自动化显着降低了周期时间和运营成本。
热流道系统的经济替代方案
热流道系统也允许灵活的浇口并消除流道浪费,但它们极其昂贵、复杂,并且需要专业的维护。三板模具通过纯机械的——通常更经济的——系统实现了相似的浇口灵活性,使其成为一个极好的中间解决方案。
了解权衡
没有一种设计适用于所有应用。三板模具的优势伴随着特定的考虑因素。
增加模具复杂性和成本
增加第三块板以及实现两阶段开启顺序所需的机构使模具的设计和制造更加复杂。与二板模具相比,这导致了更高的前期模具成本。
潜在的更长周期时间
分两步打开模具所需的增加的压机行程可能会使总周期时间增加几秒钟。虽然自动化节省了人工时间,但机器周期本身可能会稍长一些。
更多的材料浪费
三板系统中的流道可能相当大且复杂。虽然它是自动分离的,但它仍然代表着塑料浪费。与“无流道”热流道系统相比,这是一个主要缺点,尽管废料通常可以重新研磨和再利用。
何时选择三板模具
您的决定应取决于您的零件的具体要求和生产目标。
- 如果您的主要关注点是零件质量和外观:三板模具非常适合在可见表面上进行中心浇口设置,确保流动平衡并最大限度地减少瑕疵。
- 如果您的主要关注点是小零件的大批量生产:对称地向多个型腔供料的能力使其成为大规模生产的非常有效的选择。
- 如果您的主要关注点是自动化和减少人工:流道与零件的自动分离消除了手动后处理步骤,简化了您的工作流程。
- 如果您需要灵活的浇口设置但预算有限:它提供了一个强大的机械替代方案,可以实现更昂贵的热流道系统的浇口优势。
最终,选择三板模具是一个战略决策,旨在在浇口位置是关键设计约束时,优先实现自动化、高质量的生产。
摘要表:
| 优势 | 关键益处 | 理想用途 |
|---|---|---|
| 浇口灵活性 | 实现中心点浇口,实现平衡流动 | 外观件、对称组件 |
| 多腔效率 | 从单个浇口向多个型腔供料 | 小零件的大批量生产 |
| 自动流道分离 | 自动将流道和零件分开顶出 | 降低人工成本和周期时间 |
| 经济的替代方案 | 以机械的简洁性实现热流道的好处 | 需要灵活浇口设置的预算敏感项目 |
准备好通过三板模具优化您的注塑工艺了吗? KINTEK 专注于精密实验室设备和耗材,为实验室和生产设施提供创新解决方案。我们的专业知识可以帮助您实现卓越的零件质量,简化生产流程并降低运营成本。立即联系我们,讨论我们的解决方案如何满足您的具体需求!
图解指南