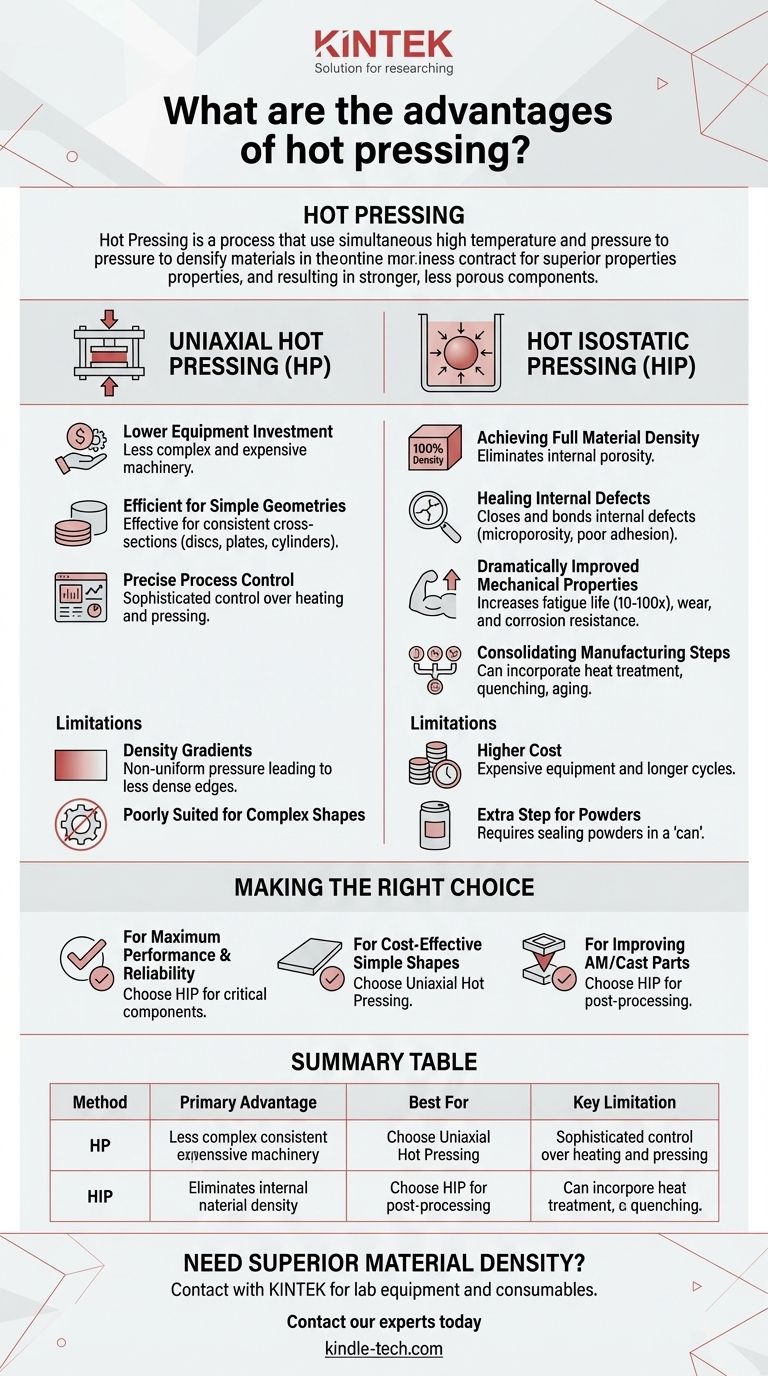
从本质上讲,热压是一种制造工艺,它利用同时存在的高温和高压来使材料致密化并制造出具有卓越性能的零件。通过加热软化材料并施加压力来消除内部空隙,它制造出的部件比其他方法制造的部件强度更高、孔隙率更低。
热压的主要优势在于其制造出孔隙率极低、机械强度得到增强的零件的能力。然而,具体优势在很大程度上取决于所使用的方法:单轴热压适用于经济高效的简单形状,而热等静压 (HIP) 则适用于实现复杂、高性能部件的近乎完美密度。
一个关键的区别:单轴压制与等静压制
要理解这些优势,我们首先必须区分热压的两种主要形式。这种选择决定了成本、零件几何形状和最终可实现的性能。
单轴热压 (HP)
这是更传统的方法。将粉末放入模具中,在加热材料的同时,压力从一个方向(单轴)施加,通常是从顶部和底部施加。
热等静压 (HIP)
在此过程中,零件在高压容器中被加热。惰性气体(如氩气)从所有方向(等静压)施加均匀、相等的压力。这通常用于预成形零件、铸件或密封的金属粉末。

单轴热压的主要优势
当成本和简单几何形状的生产是主要驱动因素时,单轴热压是一个强大的选择。
较低的设备投资
单轴压机的机械设备通常比 HIP 系统更简单、成本更低,使其成为一种更容易获得的技术。
适用于简单几何形状的效率
该方法对于生产具有一致横截面的零件(如大直径圆盘、板材和圆柱形靶材)非常有效。
精确的过程控制
现代热压机对加热循环和加压力的控制非常先进。脉冲加热和实时温度曲线显示等功能允许对致密化过程进行微调控制。
热等静压 (HIP) 的主要优势
对于越来越多的高性能应用(从航空航天到医疗植入物),HIP 是首选工艺,在这些应用中,材料失效是不可接受的。
实现完全材料密度
HIP 擅长消除几乎所有的内部孔隙率。通过均匀施加压力,它可以固结粉末或修复实心零件中的空隙,从而达到接近理论最大值的密度。
修复内部缺陷
该工艺独特地能够封闭和粘合铸件和增材制造(3D 打印)零件中的内部缺陷。它可以修复微孔隙率和不良层粘合等问题,从而形成均匀且坚固的内部微观结构。
机械性能显著提高
消除内部缺陷对性能有着深远的影响。HIP 可以使部件的疲劳寿命提高 10 到 100 倍,并显着提高耐磨性、延展性和耐腐蚀性。
整合制造步骤
对于某些合金,HIP 循环可以设计为结合热处理、淬火和时效过程。这种整合可以显着减少总生产时间和成本。
了解权衡
选择正确的工艺需要承认每种方法的局限性。
单轴热压的局限性
压力在零件中不均匀。与模具壁的摩擦会导致密度梯度,使得零件边缘的密度可能低于中心。此方法也不太适合复杂的、非对称的形状。
热等静压 (HIP) 的局限性
主要的权衡是成本。HIP 设备购买和操作成本都很高。循环时间通常也比单轴压制长。此外,当从粉末开始时,它们必须密封在金属“罐”中,这给工艺增加了一个额外的步骤和成本。
为您的应用做出正确的选择
您的最终决定应以组件的性能要求和经济制约为指导。
- 如果您的主要重点是关键部件的最大性能和可靠性:热等静压 (HIP) 是消除内部缺陷和实现理论密度的明确选择。
- 如果您的主要重点是以经济高效的方式生产相对简单的大直径形状:单轴热压提供了一个平衡的解决方案,具有良好的致密化效果和较低的投资。
- 如果您的主要重点是提高增材制造或铸造零件的质量:HIP 是一个必不可少的后处理步骤,用于修复孔隙率、释放内部应力并释放材料的全部潜力。
通过了解每种方法的独特优势,您可以选择正确的工艺来实现您的材料性能和制造目标。
摘要表:
| 热压方法 | 主要优势 | 最适合 | 关键局限性 |
|---|---|---|---|
| 单轴热压 (HP) | 较低的设备成本,适用于简单形状的效率高 | 圆盘、板材、圆柱形靶材的经济高效生产 | 密度梯度,仅限于简单的几何形状 |
| 热等静压 (HIP) | 近乎完美的密度,修复内部缺陷 | 航空航天、医疗、增材制造/铸造零件中的关键部件 | 较高的设备和操作成本 |
需要为您的实验室组件实现卓越的材料密度和性能吗?
无论您是开发高性能靶材、提高增材制造零件的可靠性,还是固结粉末,单轴热压和热等静压 (HIP) 之间的选择都至关重要。KINTEK 专注于提供正确的实验室设备和耗材,以满足您的特定制造和研发挑战。
立即联系我们的专家,讨论我们的解决方案如何帮助您优化热压工艺、提高零件性能并实现您的材料科学目标。
图解指南
相关产品
- 带加热板的自动加热液压压机,用于实验室热压 25T 30T 50T
- 手动高温加热液压压机带加热板用于实验室
- 触摸屏自动真空热压机
- 30T 40T 分体式自动加热液压压机带加热板用于实验室热压
- 真空热压炉加热真空压机


















