从本质上讲,粉末冶金(PM)是一种制造工艺,它使用粉末而不是熔融金属来制造固体金属物体。主要的考量因素围绕着初始粉末的特性、用于压实和熔合的方法,以及最终零件的固有特性,例如其密度和强度。成功取决于精确控制每个阶段,以生产精密、高精度的部件。
粉末冶金提供了一种强大的方法,可以以最少的材料浪费制造复杂的近净形零件。然而,其有效性取决于管理初始粉末特性与最终零件孔隙率之间的关键关系,这直接影响其机械强度。
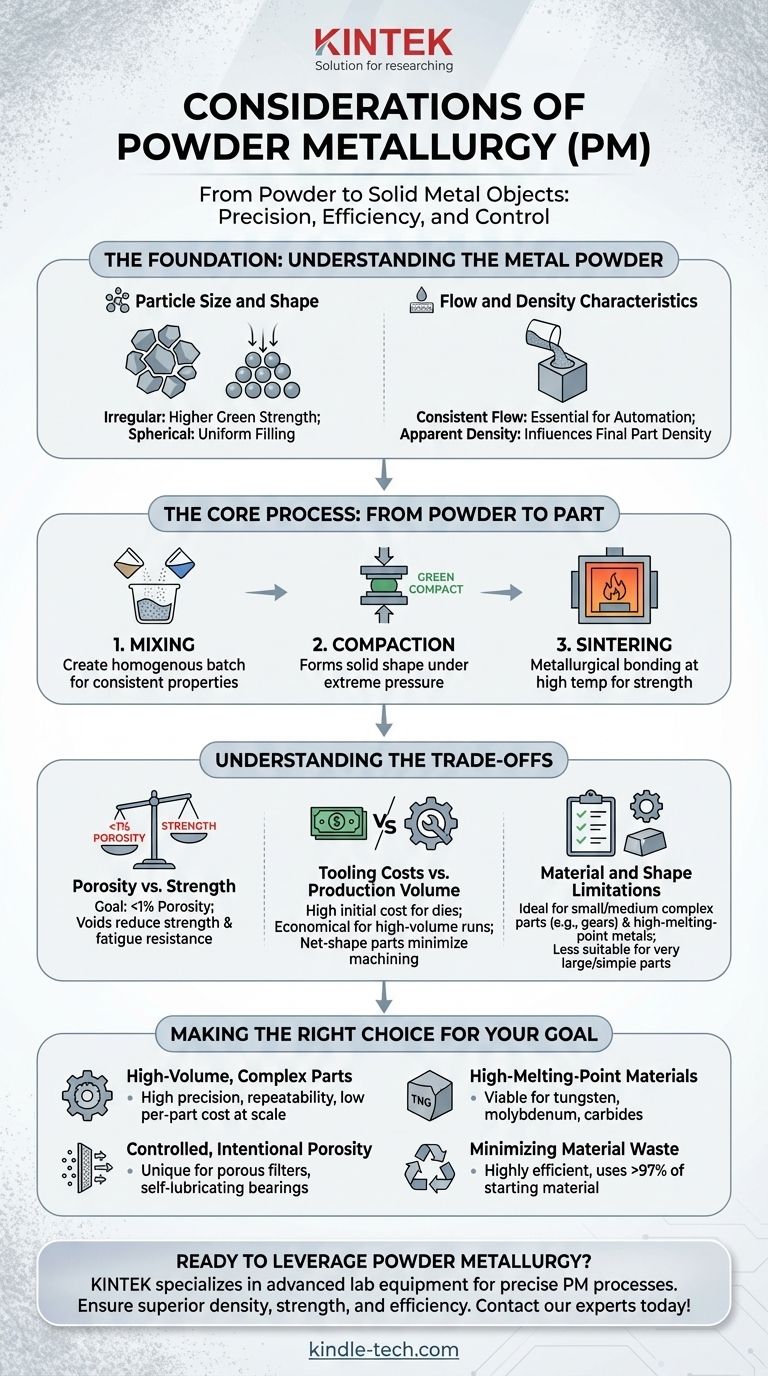
基础:了解金属粉末
起始材料是粉末冶金过程中最重要的单一因素。其物理特性决定了它在制造过程中的行为方式,并决定了组件的最终特性。
粒径和形状
单个金属粉末颗粒的尺寸和形状至关重要。不规则或有棱角的颗粒在压实过程中往往能更好地相互锁定,从而在烧结前状态下获得更高的强度。另一方面,球形粉末流动性更好,这对于均匀填充复杂的模腔至关重要。
流动性和密度特性
粉末持续流动的能力对于大批量自动化生产至关重要。流动性差可能导致模具填充不均匀,从而导致最终零件出现密度变化和缺陷。粉末的表观密度(在重力作用下的堆积方式)影响最终零件的密度和所需的压实压力。

核心工艺:从粉末到零件
粉末冶金是一个多步骤过程。每个阶段都必须精确控制,以实现预期结果。传统方法包括三个关键步骤:混合、压实和烧结。
步骤1:混合
不同的金属粉末可以混合以形成合金,或者可以添加润滑剂以改善压实过程。混合的目标是创建完全均匀的批次,以确保生产的每个零件都具有一致的化学和机械性能。
步骤2:压实
将粉末混合物送入刚性模具并承受极高的压力。这种压实过程将粉末压制成固体形状,称为“生坯”。该零件足够坚固,可以处理,但尚未形成最终的冶金结合或强度。
步骤3:烧结
烧结是将生坯转化为耐用金属零件的关键热处理。零件在受控气氛炉中加热到低于主要材料熔点的温度。在此温度下,颗粒发生冶金结合并焊接在一起,显著提高了零件的强度和完整性。
了解权衡
虽然功能强大,但粉末冶金并非万能解决方案。了解其固有的局限性和权衡对于做出明智的决策至关重要。
孔隙率与强度
大多数粉末冶金工艺的最终目标是制造一个孔隙率低于1%的完全致密零件。任何残留的空隙都可能成为应力集中点,降低组件的整体强度和抗疲劳性。实现高密度通常需要更先进和昂贵的技术。
模具成本与生产量
制造用于压实的硬化钢或硬质合金模具成本高昂。这种高昂的初始模具成本意味着粉末冶金通常不适用于小批量生产。然而,对于大批量生产,每个零件的成本变得非常低,因为该过程快速、可重复性高,并生产出几乎不需要或根本不需要加工的近净形零件。
材料和形状限制
粉末冶金非常适合生产中小型但复杂的零件,如齿轮、衬套和结构部件。它也是加工熔点极高材料(如碳化钨)的首选工艺,这些材料通过铸造很难加工。然而,它不太适合非常大或简单的零件,对于这些零件,铸造或锻造可能更具成本效益。
为您的目标做出正确选择
选择粉末冶金应根据您的具体应用要求做出战略性决策。
- 如果您的主要重点是小而复杂零件的大批量生产:粉末冶金是一个绝佳的选择,因为它具有高精度、可重复性以及在规模生产下较低的单件成本。
- 如果您的主要重点是加工高熔点材料:粉末冶金通常是制造钨、钼或其碳化物等材料零件的唯一可行方法。
- 如果您的主要重点是创建受控的、有意的孔隙率:粉末冶金在生产多孔过滤器和自润滑、浸油轴承等组件方面独具优势。
- 如果您的主要重点是最大限度地减少材料浪费:粉末冶金是一种高效的工艺,与减材加工不同,它在最终零件中使用了超过97%的起始材料。
通过仔细权衡这些考量因素,您可以战略性地利用粉末冶金来实现其他工艺无法实现的制造结果。
总结表:
| 考量因素 | 关键因素 | 对最终零件的影响 |
|---|---|---|
| 粉末特性 | 粒径、形状、流动性、密度 | 决定压实性、均匀性和最终强度 |
| 工艺步骤 | 混合、压实、烧结 | 影响零件完整性、尺寸精度和冶金结合 |
| 权衡 | 孔隙率与强度、模具成本与产量 | 影响机械性能、成本效益和是否适合大批量生产 |
| 材料与形状 | 适用于复杂几何形状、高熔点金属 | 定义应用范围,非常适合齿轮、衬套和碳化钨零件 |
准备好利用粉末冶金满足您大批量或复杂零件的需求了吗? KINTEK专注于提供先进的实验室设备和耗材,专为精确的粉末冶金工艺量身定制。无论您是开发高熔点材料,还是需要高效、近净形生产,我们的解决方案都能确保卓越的密度、强度和最少的浪费。立即联系我们的专家,优化您的制造结果!
图解指南