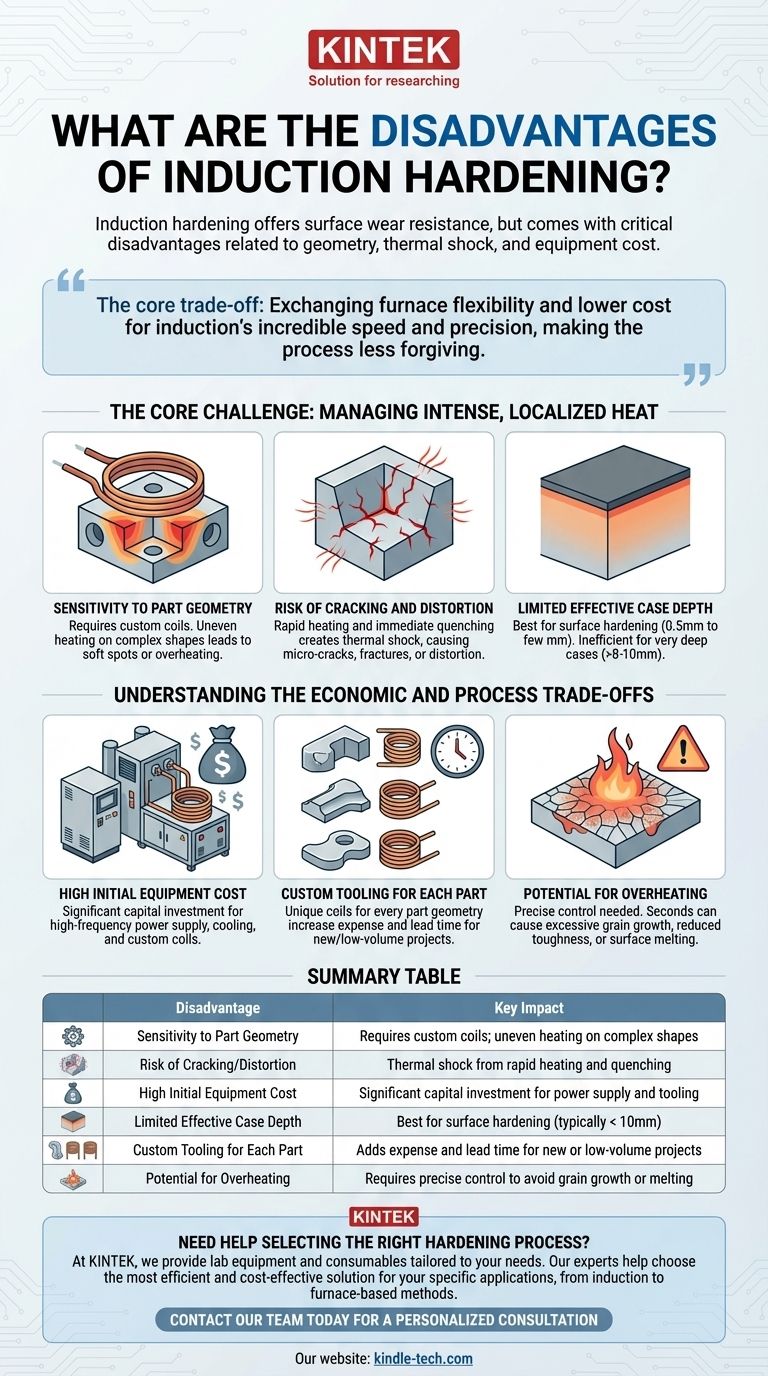
尽管感应淬火是提高表面耐磨性的高效方法,但它并非万能的解决方案,并存在一些关键的缺点。主要缺点源于其对零件几何形状的敏感性、热冲击引起的固有开裂或变形风险,以及对专业设备所需的大量初始投资。
感应淬火的核心权衡是用炉式方法的灵活性和较低的设备成本来换取极高的速度和精度。然而,这种交换使得该工艺的容错率较低,并且更依赖于零件的几何形状和材料成分。
核心挑战:管理强烈的局部热量
感应淬火的主要优势——即提供快速、局部加热的能力——也是其主要技术挑战的来源。整个过程都取决于对这种剧烈热循环的精心管理。
对零件几何形状的敏感性
产生加热电磁场的感应线圈必须与被淬火零件的形状紧密匹配。线圈与零件表面之间均匀的间隙对于均匀加热至关重要。
对于形状复杂、有尖角、孔洞或键槽的零件,设计有效的线圈既困难又昂贵。这些区域的加热不均可能导致软点或局部过热。
开裂和变形的风险
该过程涉及极快的加热,随后立即进行淬火。这会在材料中产生巨大的热冲击。
如果零件有尖锐的内角或厚度发生剧烈变化,这种热应力可能导致微裂纹甚至完全断裂。薄截面在快速循环下可能会翘曲或变形。
有效渗层深度的限制
感应淬火从根本上说是一种表面淬火工艺。它在形成 0.5 毫米到几毫米深的硬层方面表现出色。
实现非常深的渗层(例如超过 8-10 毫米)效率低下,并且可以通过整体淬火或其他方法(如渗碳)更有效地实现,这些方法允许碳随时间深入渗透到零件中。

了解经济和工艺的权衡
除了技术物理之外,感应淬火的实际和经济现实是任何决策中的关键因素。
高昂的初始设备成本
感应淬火系统,包括高频电源、冷却系统和定制线圈,代表着大量的资本投资。此成本通常远高于传统淬火炉的成本。
这使得该工艺更适合大批量生产,在这种情况下,单位零件成本可以在长期内得到证明。
每个零件的定制工装
几乎对于每一种独特的零件几何形状,都必须设计、制造和测试一个新的感应线圈。这种“工装”成本增加了新项目或小批量生产的费用和交货时间。
相比之下,基于炉的工艺通常可以同时处理各种零件形状,而无需定制工装。
过热的可能性
加热速率以秒为单位。如果没有精确控制功率和时间,很容易使零件表面过热。
过热会导致晶粒过度长大,从而降低材料的韧性和抗冲击性,甚至导致表面熔化。这需要复杂的工艺控制和熟练的操作员来防止。
为您的应用做出正确的选择
选择正确的淬火工艺需要将该方法的优势和劣势与您的主要目标相匹配。
- 如果您的主要重点是简单、对称零件(如轴、齿轮或销钉)的大批量生产: 由于其速度和可重复性,感应淬火通常是最具成本效益和最高效的选择。
- 如果您的主要重点是处理几何形状高度复杂或小批量的零件: 请考虑炉式淬火或氮化,它们对零件形状的敏感性要低得多,且初始工装成本较低。
- 如果您的主要重点是在低碳钢上实现非常深的淬硬层: 渗碳是更优越的方法,因为它会化学改变表面,从而实现深而均匀的淬火。
最终,了解这些限制是有效利用感应淬火能力而不遇到代价高昂的故障的关键。
总结表:
| 缺点 | 关键影响 |
|---|---|
| 对零件几何形状的敏感性 | 需要定制线圈;复杂形状加热不均 |
| 开裂/变形的风险 | 快速加热和淬火引起的热冲击 |
| 高昂的初始设备成本 | 对电源和工装的大量资本投资 |
| 有效渗层深度的限制 | 最适用于表面淬火(通常 < 10 毫米) |
| 每个零件的定制工装 | 增加新项目或小批量生产的费用和交货时间 |
| 过热的可能性 | 需要精确控制以避免晶粒长大或熔化 |
需要帮助为您的实验室或生产线选择正确的淬火工艺吗?
在 KINTEK,我们专注于提供根据您的特定需求量身定制的实验室设备和耗材。无论您是处理大批量对称零件还是复杂几何形状,我们的专家都可以帮助您选择最高效和最具成本效益的解决方案——从感应淬火系统到基于炉的替代方案。
让我们增强您的材料加工能力。立即联系我们的团队以获得个性化咨询!
图解指南