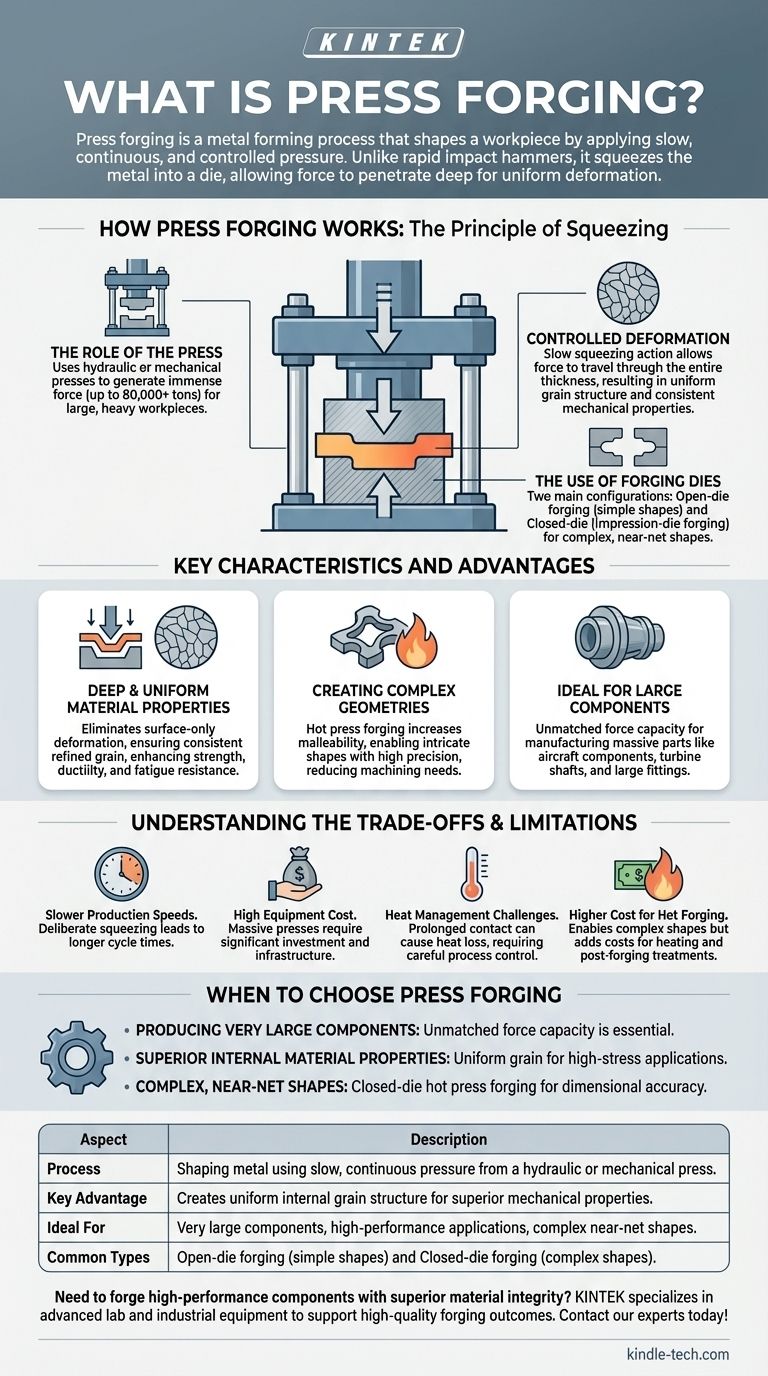
压锻是一种金属成形工艺,通过施加缓慢、连续和受控的压力来塑造工件。与锤击的快速冲击不同,压力机将金属挤压到模具中,使力能够深入材料内部,实现更均匀的变形。
压锻的核心优势在于其施加巨大、持续压力的能力。该方法非常适合制造非常大的部件并获得均匀的内部晶粒结构,这对高性能和安全关键应用至关重要。
压锻的工作原理:挤压原理
压锻从根本上依赖于受控的力而不是动能。这种区别决定了其独特的特性和应用。
压力机的作用
该工艺使用液压机或机械压力机来产生必要的力。液压机最常用于这项工作,其能力范围从几百吨到超过 80,000 吨不等。
这种巨大的动力使得锻造的工件尺寸和重量都非常大,远远超出了其他方法的制造能力。
受控变形
压锻的关键在于缓慢的挤压动作。这种有意识的压力施加使得力能够穿过工件的整个厚度。
结果是对金属内部晶粒结构进行更均匀的细化,从而使部件具有一致且可预测的机械性能。
锻模的使用
压锻可以使用两种主要的模具配置进行。开式模锻使用简单的、不封闭的模具来制造大型、相对简单的形状。
闭式模锻,也称为印模锻造,使用完全包围工件的模具,迫使金属流动并填充复杂的型腔,以制造近净尺寸的形状。

关键特性和优势
压锻缓慢而强大的特性带来了明显的优势,尤其适用于要求苛刻的工业部件。
深层且均匀的材料性能
由于力可以完全渗透,压锻消除了冲击方法可能发生的仅限于表面的变形。这确保了均匀、精细的晶粒结构,增强了强度、延展性和抗疲劳性。
制造复杂几何形状
通过施加热量,热压锻能显著提高材料的延展性。这使得能够高精度地创建复杂的形状,减少了对大量二次加工的需要。
大型部件的理想选择
锻压机巨大的力量使其成为制造飞机结构部件、涡轮轴和大型工业配件等巨大部件的首选解决方案。
了解权衡和局限性
尽管功能强大,但压锻并非适用于所有情况的理想解决方案。它涉及特定的操作和经济方面的考虑。
较慢的生产速度
有意识的挤压过程本质上比锤锻的快速冲击要慢。这可能导致较长的循环时间和较小的部件的整体生产率降低。
设备成本高昂
这项工作所需的大型液压机代表着巨大的资本投资。支持此类机械所需的基础设施也相当可观。
热管理挑战
在热锻中,热工件与较冷模具的长时间接触会导致显著的热量损失。这需要仔细的过程控制,以保持材料的最佳锻造温度。
热锻成本较高
如前所述,热锻可以实现复杂的形状,但会增加成本。该过程需要先进的电加热系统,并且通常涉及锻后夹具淬火以固定部件的最终性能,从而增加总费用。
何时选择压锻
选择正确的锻造方法完全取决于部件对尺寸、材料完整性和复杂性的要求。
- 如果您的首要重点是制造非常大的部件: 由于其无与伦比的力容量,压锻通常是唯一可行的方法。
- 如果您的首要重点是卓越的内部材料性能: 缓慢的、穿透性的压力非常适合创建高应力应用所需的均匀晶粒结构。
- 如果您的首要重点是制造复杂、近净尺寸的形状并具有高精度: 闭式模热压锻可提供出色的尺寸精度,最大限度地减少材料浪费和后处理。
最终,选择压锻是针对材料完整性、精度和部件规模至关重要的应用的战略决策。
总结表:
| 方面 | 描述 |
|---|---|
| 工艺 | 使用液压机或机械压力机施加缓慢、连续的压力来成形金属。 |
| 主要优势 | 产生均匀的内部晶粒结构,以获得卓越的机械性能。 |
| 理想用途 | 非常大的部件、高性能应用和复杂的近净尺寸形状。 |
| 常见类型 | 开式模锻(简单形状)和闭式模锻(复杂形状)。 |
需要锻造具有卓越材料完整性的高性能部件吗? KINTEK 专注于先进的实验室和工业设备,包括支持高质量锻造成果的材料测试和加工解决方案。我们的专业知识有助于确保您的材料符合最严格的强度和耐用性标准。立即联系我们的专家,讨论我们如何支持您的金属成形和测试要求!
图解指南