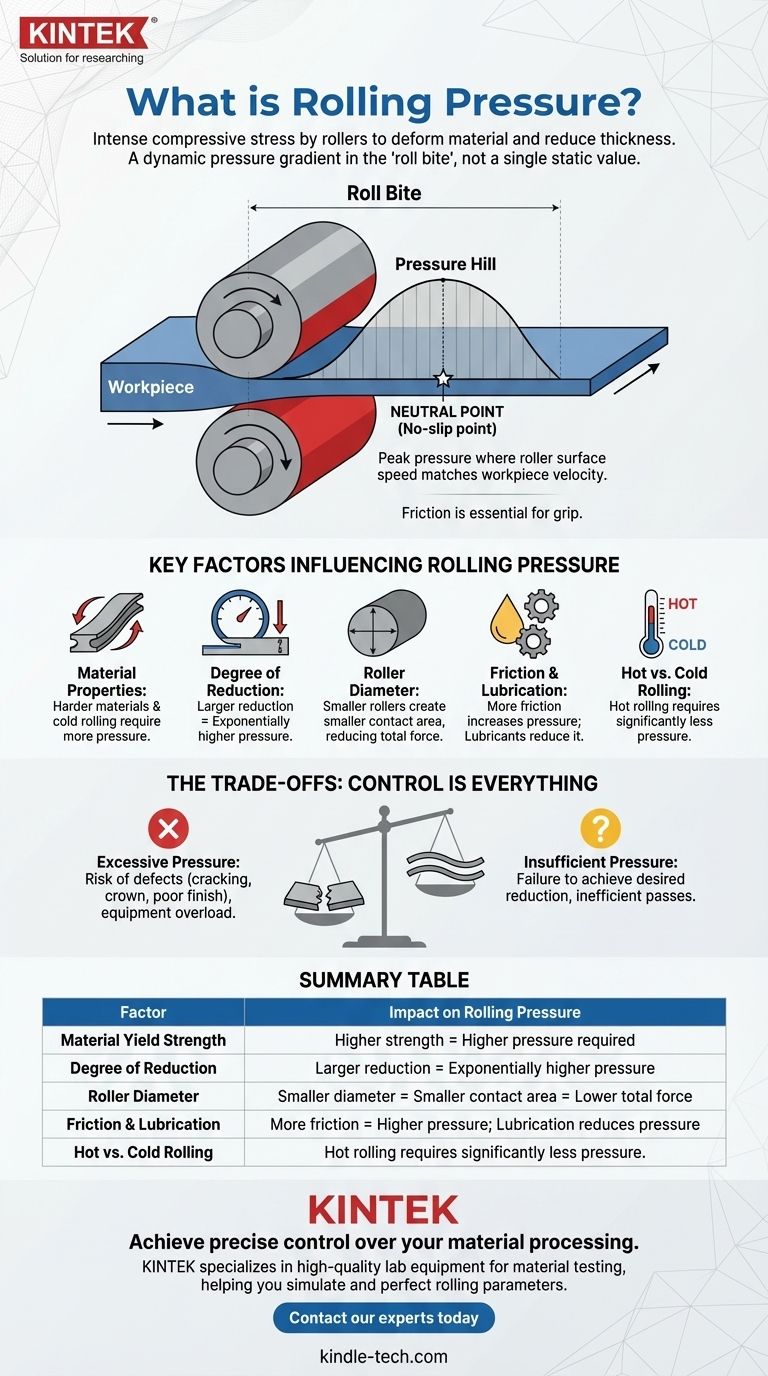
在材料加工中, 轧制压力是轧辊对工件施加的强烈压缩应力,旨在使其永久变形并减小厚度。虽然其根植于“压力 = 力 / 面积”的基本公式,但该术语特指轧辊与材料接触区域(称为“轧辊咬入区”)内发生的复杂且不均匀的压力分布。
关键在于,“轧制压力”并非一个单一的静态值。它是一个动态的压力梯度,在特定的“中性点”达到峰值,而掌握对这种压力分布的控制对于实现所需的材料性能和避免制造缺陷至关重要。
解读“轧辊咬入区”:工艺的核心
如果不首先理解“轧辊咬入区”,轧制压力的概念就毫无意义。这是轧辊与工件直接接触的、呈弧形的小区域,在此区域内轧辊主动压缩工件。
力与压力
在实践中,工程师通常关注轧制力,即轧机机架施加的总力 (F)。轧制压力 (P) 是该总力如何分布在轧辊咬入区的接触面积 (A) 上。
由于接触面积是弯曲的且材料正在流动,因此这种压力是不均匀的。当沿接触长度绘制时,它会形成一个独特的“压力峰”。
压力分布曲线
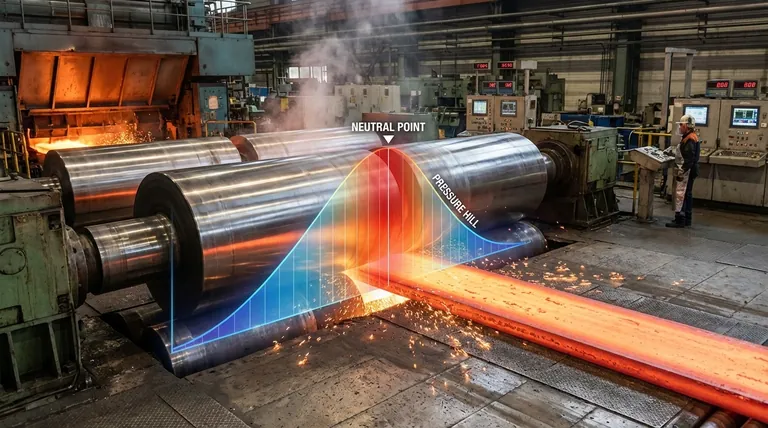
想象一下沿轧辊咬入区绘制的压力图。它在材料进入时较低,急剧上升到峰值,然后在材料退出时再次下降。这种形状就是“压力峰”。
这个峰的存在是根本性的。它表明在轧制过程中,工件的某些部分承受的应力明显高于其他部分。
中性点:无滑移点
压力峰的最高点位于一个称为中性点或无滑移点的位置。
在这个特定点,轧辊的表面速度与工件的前进速度完全匹配。在此点之前,轧辊移动速度快于材料,将其拉入。在此点之后,材料移动速度快于轧辊,自行推出。
摩擦的必要作用
摩擦是使轧辊能够抓紧工件并将其拉入轧辊咬入区的原因。如果没有摩擦,轧辊将简单地在表面打滑。
然而,同样的摩擦也增加了变形所需的总力和能量,对轧制压力的大小贡献巨大。
影响轧制压力的关键因素
控制轧制压力需要管理一组相互关联的变量。一个变量的变化将影响所有其他变量。
材料性能
材料的屈服强度和加工硬化特性是主要驱动因素。较硬的材料需要更大的压力才能变形。这就是为什么热轧(高于材料再结晶温度)所需的压力远低于冷轧。
压下量
单道次厚度变化量,称为压下量,影响巨大。尝试更大的压下量需要指数级更高的力,并导致更大的峰值轧制压力。
轧辊几何形状
轧辊直径至关重要。直径较小的轧辊会产生较小的接触面积,这可以减少所需的总轧制力。然而,它们也更容易发生挠曲,这会影响最终产品的尺寸精度。
工艺参数
轧制速度和润滑剂的使用等变量直接影响轧辊咬入区内的摩擦。润滑剂用于减少摩擦,降低所需力并防止表面缺陷,但仍需要一定量的摩擦才能将材料拉过。
理解权衡:为什么控制就是一切
管理轧制压力是一个平衡的艺术。错误的计算可能导致质量差、材料缺陷或轧机本身损坏。
过高的压力:缺陷风险
如果压力过高或分布不当,可能导致边缘开裂、厚度不均匀(凸度)或表面光洁度差等问题。在极端情况下,它可能使轧机轴承和驱动电机过载。
压力不足:未能变形
如果压力过低,将无法实现所需的厚度减小。这意味着工件需要额外的道次,浪费能源、生产时间,并可能在冷轧中产生不必要的加工硬化。
速度与质量的平衡
提高轧制速度可以提高产量,但也会改变轧辊咬入区内的摩擦条件。这可能使维持稳定工艺变得更加困难,并可能对最终产品的尺寸公差和表面质量产生负面影响。
为您的目标做出正确选择
理解轧制压力的原理使您能够操纵工艺以实现特定结果。
- 如果您的主要关注点是工艺效率: 专注于优化每道次压下量和润滑之间的平衡,以最大程度地减少总轧制力和能耗。
- 如果您的主要关注点是最终材料性能: 控制工艺(尤其是热轧中的温度或冷轧中的压下量)以管理加工硬化和晶粒结构。
- 如果您的主要关注点是故障排除: 分析“压力峰”的形状和中性点的位置,因为这些通常是开裂或表面光洁度差等问题的根本原因。
掌握轧制压力的动态变化,就是掌握对材料最终形态和功能的控制。
总结表:
| 因素 | 对轧制压力的影响 |
|---|---|
| 材料屈服强度 | 强度越高 = 所需压力越大 |
| 压下量 | 压下量越大 = 压力呈指数级增长 |
| 轧辊直径 | 直径越小 = 接触面积越小 = 总力越低 |
| 摩擦与润滑 | 摩擦越大 = 压力越大;润滑可降低压力 |
| 热轧与冷轧 | 热轧所需的压力远低于冷轧 |
实现对材料加工的精确控制。
理解和管理轧制压力对于实现所需的材料性能、避免缺陷和优化生产效率至关重要。无论您的目标是工艺效率、卓越的材料性能还是故障排除,正确的设备都是基础。
KINTEK 专注于提供用于材料测试和加工的高质量实验室设备和耗材。我们的解决方案帮助您在受控环境中模拟、分析和完善轧制参数。
立即联系我们的专家,讨论我们如何支持您的实验室在材料科学和制造研究方面的特定需求。
图解指南