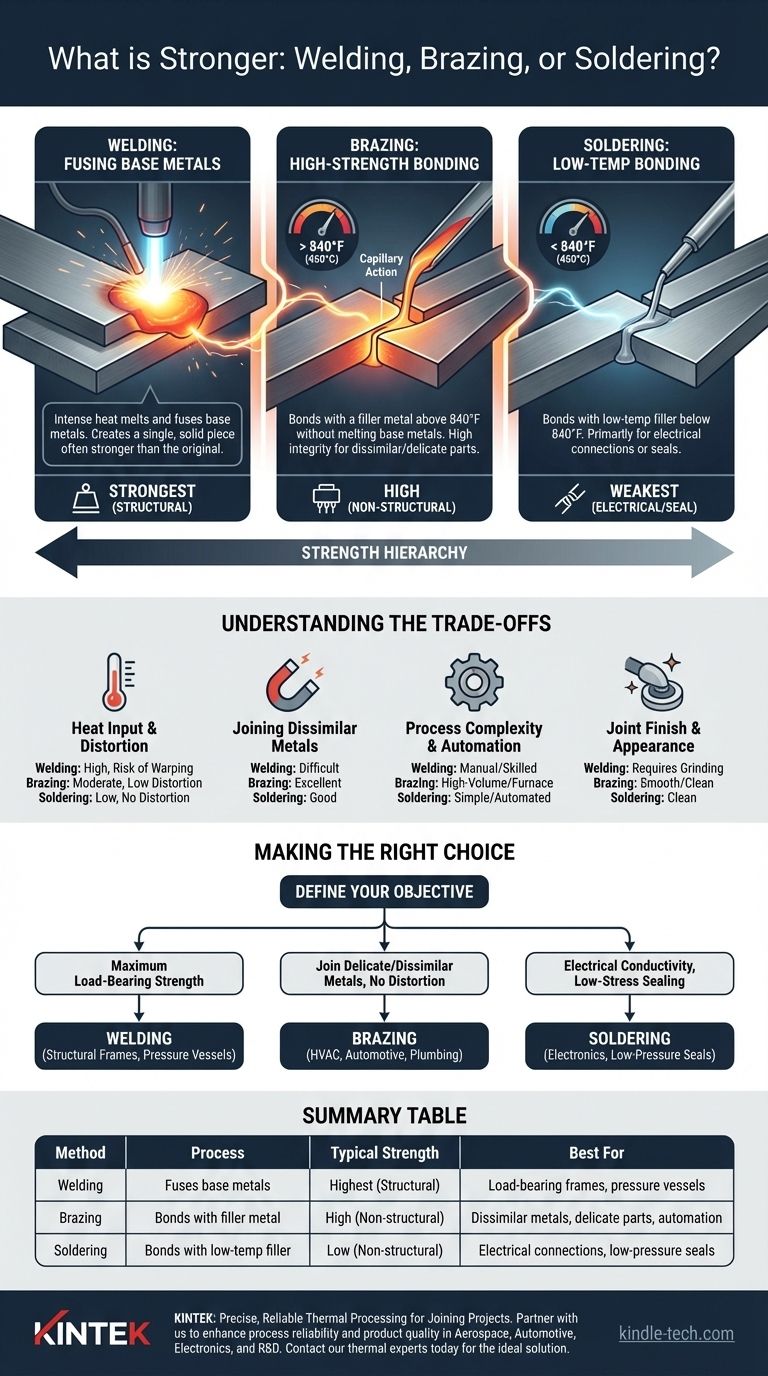
总的来说,焊接在这三种方法中产生的接头最牢固。这是因为焊接是一个制造过程,它熔化并将母材熔合在一起,通常使用填充金属,形成一个单一的实体。相比之下,钎焊和锡焊都是通过熔化它们之间的填充金属来连接材料,而不会熔化母材本身。
关键的见解是“强度”不是单一的属性。虽然焊接提供了最高的绝对拉伸和剪切强度,但在处理异种金属或需要避免焊接引起的高热和潜在变形时,钎焊提供了卓越的接头完整性。
理解根本区别:熔合与粘合
每种方法的强度来源都来自于其核心机制。理解这种差异是为您的应用选择正确工艺的关键。
焊接:熔合母材
焊接通过将强热直接施加到母材上起作用,使其熔化并形成熔池。通常会将填充材料添加到这个熔池中,以形成牢固的连接。
当熔池冷却并凝固时,母材和填充物在冶金上熔合在一起,形成一个单一的连续件。这会形成一个均匀的接头,其强度可以与原始母材相同甚至更强。
钎焊和锡焊:使用填充金属进行粘合
钎焊和锡焊本质上是粘合过程。它们使用熔点低于被连接母材的填充金属。
这种填充金属被加热直到液化,并通过毛细作用被吸入零件之间紧密贴合的间隙中。然后它会凝固,形成一个牢固的粘合,将部件固定在一起,而不会熔化它们。唯一的区别是温度:钎焊发生在 840°F (450°C) 以上,而锡焊发生在低于此温度时。

接头强度的直接比较
虽然背景很重要,但这三种方法之间确实存在直接的强度层级。
1. 焊接:最牢固的连接
由于母材的熔合,正确执行的焊缝是无可争议的最强选项。它是制造结构框架、压力容器以及任何接头必须承受显着载荷的应用的标准。
焊接组件中的薄弱点通常不是焊缝本身,而是热影响区 (HAZ)——焊缝周围被热量改变但未熔化的母材区域。
2. 钎焊:高强度粘合
钎焊产生的接头比锡焊的强度高得多,足以满足广泛的工程应用。虽然钎焊接头通常不如母材坚固,但其强度是相当可观的。
强度来自于填充合金的粘合特性和毛细作用产生的较大表面积。钎焊常见于暖通空调、汽车和管道系统,这些系统需要高接头完整性。
3. 锡焊:三者中最弱的
锡焊产生的接头最弱,不适用于承重或结构应用。其主要目的是形成电气连接或低压密封。
锡焊中使用的柔软、低温的填充金属旨在实现导电性和易用性,而不是机械强度。
理解权衡:为什么“最强”不总是“最好”
仅根据绝对强度选择连接方法是一个常见的错误。“最佳”方法是针对特定目标最能管理权衡的方法。
热输入和变形
焊接引入了巨大的局部热量,很容易使薄的或精密的部件翘曲、变形或开裂。钎焊和锡焊的较低温度使其非常适合连接对尺寸稳定性至关重要的部件。
连接异种金属
钎焊非常擅长连接异种金属,例如铜与钢或铝与黄铜。由于母材没有熔化,因此没有产生脆性、不兼容合金的风险。焊接异种金属是一个高度复杂的过程,通常是不可能的。
工艺复杂性和自动化
钎焊可以在熔炉中进行,因此非常适合大批量生产和自动化。焊接通常需要对每个接头进行更多直接、熟练的手动操作,这在规模化生产时可能更慢、成本更高。
接头光洁度和外观
钎焊接头自然平滑、干净,通常不需要二次精加工。相比之下,焊缝经常有飞溅物和不均匀的焊道,必须将其打磨掉,这为制造过程增加了一个额外的步骤。
根据您的目标做出正确的选择
要选择正确的工艺,您必须首先确定您的主要目标。
- 如果您的主要重点是最大的承载能力: 焊接是创造与母材本身一样坚固的结构接头的无与伦比的选择。
- 如果您的主要重点是在不产生变形的情况下连接精细、薄或异种金属: 钎焊在较高的强度和较低的热输入之间提供了卓越的平衡,形成了干净可靠的接头。
- 如果您的主要重点是导电性或低应力密封: 锡焊是专为这些非结构性应用设计的正确、经济高效的方法。
选择正确的方法需要将接头的特性——而不仅仅是其绝对强度——与您项目的独特需求相匹配。
摘要表:
| 方法 | 工艺 | 典型强度 | 最适合 |
|---|---|---|---|
| 焊接 | 熔合母材 | 最高(结构性) | 承重框架、压力容器 |
| 钎焊 | 用填充金属粘合 | 高(非结构性) | 异种金属、精密部件、自动化 |
| 锡焊 | 用低温填充金属粘合 | 低(非结构性) | 电气连接、低压密封 |
需要为您的材料连接项目进行精确、可靠的热处理吗?
无论您是为复杂的组件开发钎焊循环,还是需要对焊接部件进行一致的热处理,KINTEK 先进的实验室熔炉和烘箱都能提供成功所必需的均匀温度控制。
我们为接头完整性至关重要的行业提供服务,包括:
- 航空航天与汽车: 用于钎焊和热处理高性能组件。
- 电子制造: 用于精确的锡焊和退火工艺。
- 研发: 用于新连接技术和材料的原型设计和测试。
与 KINTEK 合作,提高您的工艺可靠性和产品质量。 我们的设备在精度和耐用性方面都经过精心设计,可帮助您获得更牢固、更一致的结果。
立即联系我们的热处理专家,讨论您的具体应用并找到最适合您实验室的解决方案。
图解指南